自動光學檢測
適用於沖壓、機械加工和模製零件的 360° 機器視覺
完整的 AOI 工程指南 — 其工作原理、檢查內容、防止零件誤通過的防錯保護措施以及 Layana 的 360° AOI 規格:最多 10 個相機、±1 像素精度和 1,000 件/分鐘,可實現 100% 在線檢查。
導航 跳到一個部分
重點
- 360°全方位巡檢 — Layana 的 AOI 使用 1 到 10 個攝像頭,針對每個項目進行配置以實現完整的零件覆蓋。
- ±1 像素精度,速度高達 1,000 件/分鐘 — 真正 100% 在線檢測所需的精度和吞吐量。
- 自 2015 年起使用同軸照明 — 取代環形燈以防止反射部件上的表面缺陷誤通過。
- 機械預篩微變形 — GO/NO-GO 高度探測器彌補了光學辨識的限制。
- 內建防錯誤保護措施 — 異常自動停機、定量停機和連續 NG 停機(例如連續 30 個)可防止下游污染。
什麼是自動光學檢測機?
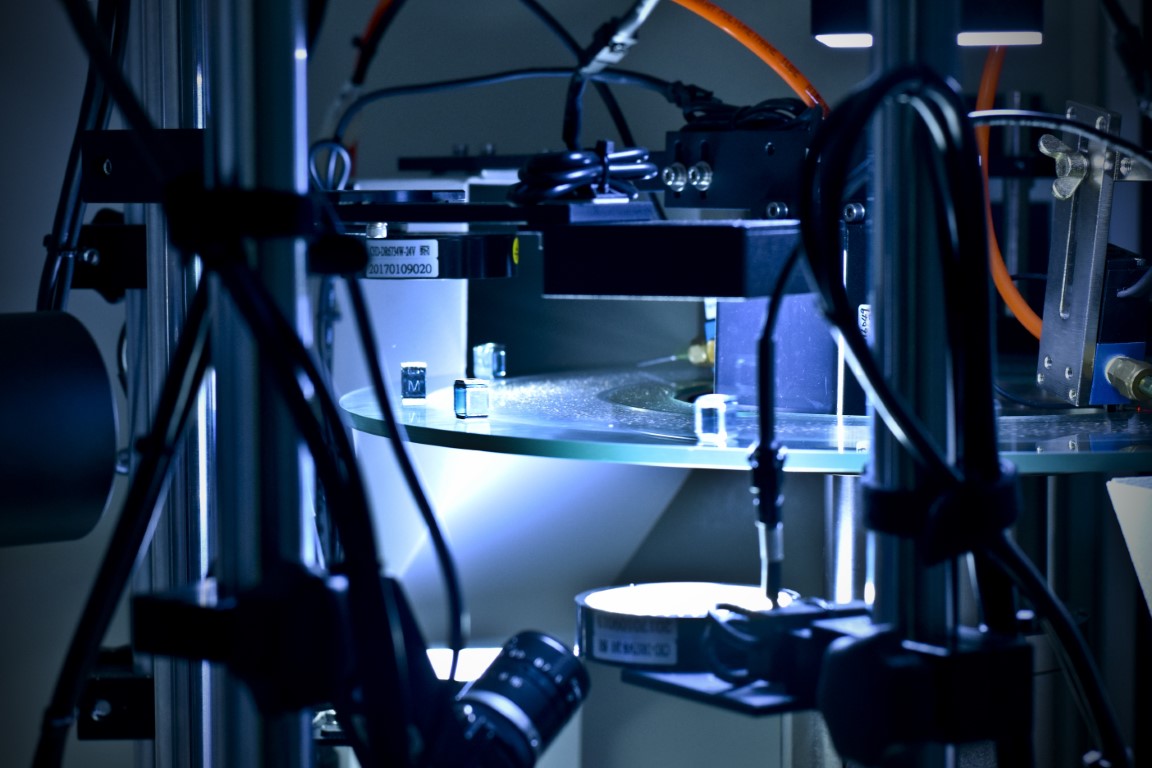
自動光學檢測 (AOI) 機器利用玻璃板的傳輸特性及其下方的檢測鏡頭,根據數位規格自動、可重複地以生產速度驗證金屬沖壓部件或塑膠注塑部件的外觀和尺寸。
當手動操作員受到疲勞、視力和判斷力的限制時,AOI 可以從多個角度捕捉高解析度影像,使用視覺演算法對其進行處理,並將每個零件與數位參考進行比較。產出是確定性的接受/拒絕決策-每個部分、每個班次。
現代 AOI 不僅僅是光學。它與工程設計的 反錯誤保障措施 ——異常停機警報、檢測項目自動確認、定量停機、連續不良自動停機(例如連續30次缺陷後)——以便在產生一批廢品之前捕獲漂移過程。
在 Layana,AOI 直接整合到我們的 精密沖壓 和 射出成型 生產線,並為客戶組件提供獨立的檢測服務-將製造技術與品質工程融為一體。
更高的精度和穩定性 — 操作員不會疲勞,判斷力不會漂移。
多角度覆蓋 — 發現肉眼看不見的缺陷。
100%檢驗 ——以全面覆蓋取代統計抽樣。
降低勞動成本 — 一名操作員可以監管多個站點。
手動檢測無法滿足當今產品的精度和吞吐量需求 - AOI 不再是奢侈品,它是在生產規模上實現零缺陷承諾的唯一方法。
機器內建防錯保護裝置
精心設計的 AOI 不僅僅是一台相機,它還是一個檢查系統,可以及早發現漂移,在故障模式下停止生產線,並防止不良零件洩漏到下游。這些是 Layana 在每個 AOI 部署中建立的保護行為。
異常自動停止警報
機器即時檢測異常模式並透過視覺/聽覺警報停止生產線,以便操作員可以在缺陷零件堆積之前進行調查。
自動確認測試項目
啟動時確認所需檢查項目;在每項檢查都處於活動狀態之前,該生產線才會運行,從而消除了人為錯誤的常見來源。
定量自動停止
機器會在編程的零件計數處停止,這對於捲帶式交接、基於批次的可追溯性或班次結束控制非常有用。
連續 NG 關閉
如果生產線產生可設定的連續缺陷(例如連續 30 個 NG),它會自動關閉 - 保護下游流程免受失控的上游故障的影響。
AOI 檢驗流程 — 十個階段
從準備偵測程序到將資料回饋到上游流程,每次 AOI 運行都遵循相同的嚴格順序。每個階段都是讓下一個階段變得可靠的基礎。

自動光學檢測的分類
AOI 不是單一檢查——它是針對零件和故障模式調整的一系列檢查類型。展開每張卡以了解工程細節。
範例和檢查的功能
在 Layana 的日常生產中,AOI 最常被要求驗證沖壓、機械加工和車削部件的四個特徵系列。
表面缺陷
刮痕、凹痕、污漬、電鍍缺陷——零件表面上任何可見的影響功能或驗收的東西。
裂紋
沖壓、成型或電鍍零件上的髮絲裂縫和應力裂縫-在到達客戶裝配線之前被發現。
內徑和外徑
Ø3 毫米至 Ø25 毫米特徵的測量精度為 ±1 像素-在每個週期都根據零件圖進行驗證。
身高
高度驗證輔以機械 GO/NO-GO 預篩 - 結合光學和觸覺檢查以獲得可靠的結果。

使用 AOI 機器的好處
在整個生產過程中,AOI 在準確性、吞吐量、成本和可追溯性方面提供了可衡量的改進。
更高的精度和穩定性
AOI 提供一致、可重複的檢測結果,不受操作員疲勞或班次交接的影響——這是任何以零缺陷為目標的流程的標準。
多角度缺陷捕獲
多個攝影機和受控照明可以揭示肉眼錯過的缺陷,包括欺騙單角度視覺的反射表面缺陷。
減少廢品,提高一次合格率
即時回饋讓上游流程在產生一批缺陷之前進行自我修正,從而保護良率並降低返工成本。
檢測速度更快,產量更高
高達 1,000 件/分鐘,用幾秒鐘的自動決策取代了幾個小時的手動分揀 - 縮短了交貨時間而不影響品質。
降低勞動力依賴
一名操作員可以監督多個 AOI 站,從而降低勞動力成本,並讓熟練的檢查員騰出時間來進行真正的根本原因工作。
數據驅動的質量
每個部分都被記錄下來。缺陷影像和統計數據輸入 MES 和持續改進計劃——工業 4.0 品質管理的基礎。
Layana AOI 機器規格
Layana AOI 平台的指示性規格 — 每次部署均根據客戶的零件幾何形狀、缺陷目錄和吞吐量目標進行配置。
| 參數 | 規格 | 註解 |
|---|---|---|
| 覆蓋範圍檢驗信封 | 360°全方位 | 頂部、底部和側面攝影機結合,提供完整的零件覆蓋 |
| 相機可配置 | 1 至 10 個攝影機 | 每個項目選擇的相機數量以匹配缺陷目錄和周期時間 |
| 檢測範圍零件尺寸 | Ø3毫米至Ø25毫米 | 適用於小型精密零件 - 螺帽、螺絲、緊固件、小型模製零件 |
| 準確度像素級 | ±1像素 | 根據零件圖校準尺寸驗證 |
| 吞吐量檢驗速度 | 高達 1,000 件/分鐘 | 與大批量沖壓輸出相容的持續檢查率 |
| 照明光學設定 | 同軸 | 2015 年從環形切換為同軸,以防止表面缺陷誤通過 |
| 鏡頭光圈光圈值範圍 | f/1.4 – f/16 | 可更換的鏡頭能夠可靠地區分亮面與暗面 |
| 預篩選高度檢測儀 | 機械式 GO/NO-GO | 捕捉超過 CCD 像素解析度的微變形 |
| 應用領域典型零件 | 螺母、螺絲、汽車零件、橡膠/塑料 | 大批量部件的基本外觀和尺寸檢查 |

為什麼選擇 Layana 進行 AOI 檢測
當 AOI 建立在真實的流程知識之上時,它就能提供價值——而不僅僅是固定在生產線的末端。 Layana 的 AOI 是由運行我們的沖壓和成型車間的同一團隊設計的,這意味著我們在告訴軟體找到缺陷之前就知道缺陷是什麼樣的。
Layana 團隊在部署 AOI 的同時不斷改進其檢測方法,包括在與 CCD 相機供應商討論後於 2015 年從環形照明切換為同軸照明,以及集成機械高度檢測器以補償基於像素的識別的限制。
我們不僅在我們自己的生產中提供 AOI,而且還作為獨立的產品提供 AOI 零件檢驗服務 對於客戶零件 - 增強您的品質管理能力,而無需強迫您投資自己的機器視覺團隊。
由於 Layana 已經在內部生產精密金屬沖壓和塑膠注塑組件,因此 AOI 直接與我們的集成 客製化自動化 生產線 — 並且受到管理我們其餘製造部門的相同 IATF 16949 品質系統的支援。
屋頂單層檢查 — 製造和 AOI 由同一團隊設計。
流程知情的食譜 — 根據您的需求調整缺陷規則,而不是通用範本。
IATF 16949品質體系 ——汽車級紀律貫穿整個樓層。
長期產能 — 可根據您的生產計劃調整的可擴展 AOI 線。
常見問題 — AOI 檢查
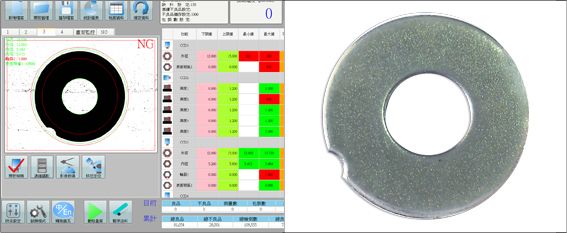
透過選擇正確的鏡頭和照明策略來處理亮/暗表面的差異。在早期的部署中,環形燈設定有時會因為光源照亮表面的方式而將有缺陷的產品錯誤地分類為可接受的產品。
2015 年 4 月與 CCD 相機製造商討論後,Layana 改用同軸照明。結果是一個顯著的改進——以前在環形燈下被視為合規的具有表面缺陷的產品現在可以被可靠地捕獲。
Layana 使用 CCD 相機影像評估零件,但僅相機像素精度可能會限制微變形的確定。作為補償,我們在送入檢測玻璃板的傳送帶之前整合了一個高度檢測器(概念上類似於手動 GO/NO-GO 檢測)。
如果零件高度在公差範圍內,則進入光學檢查站;如果超出公差,夾具會機械地阻止它。該設計透過觸覺預屏彌補了光學識別的限制。