自动光学检测
适用于冲压、机加工和模制零件的 360° 机器视觉
完整的 AOI 工程指南 — 其工作原理、检查内容、防止零件误通过的防错保护措施以及 Layana 的 360° AOI 规格:最多 10 个摄像头、±1 像素精度和 1,000 件/分钟,可实现 100% 在线检查。
导航 跳转到一个部分
要点
- 360°全方位巡检 — Layana 的 AOI 使用 1 到 10 个摄像头,针对每个项目进行配置以实现完整的零件覆盖。
- ±1 像素精度,速度高达 1,000 件/分钟 — 真正 100% 在线检测所需的精度和吞吐量。
- 自 2015 年起使用同轴照明 — 取代环形灯以防止反射部件上的表面缺陷误通过。
- 机械预筛微变形 — GO/NO-GO 高度探测器弥补了光学识别的限制。
- 内置防错误保护措施 — 异常自动停机、定量停机和连续 NG 停机(例如连续 30 个)可防止下游污染。
什么是自动光学检测机?
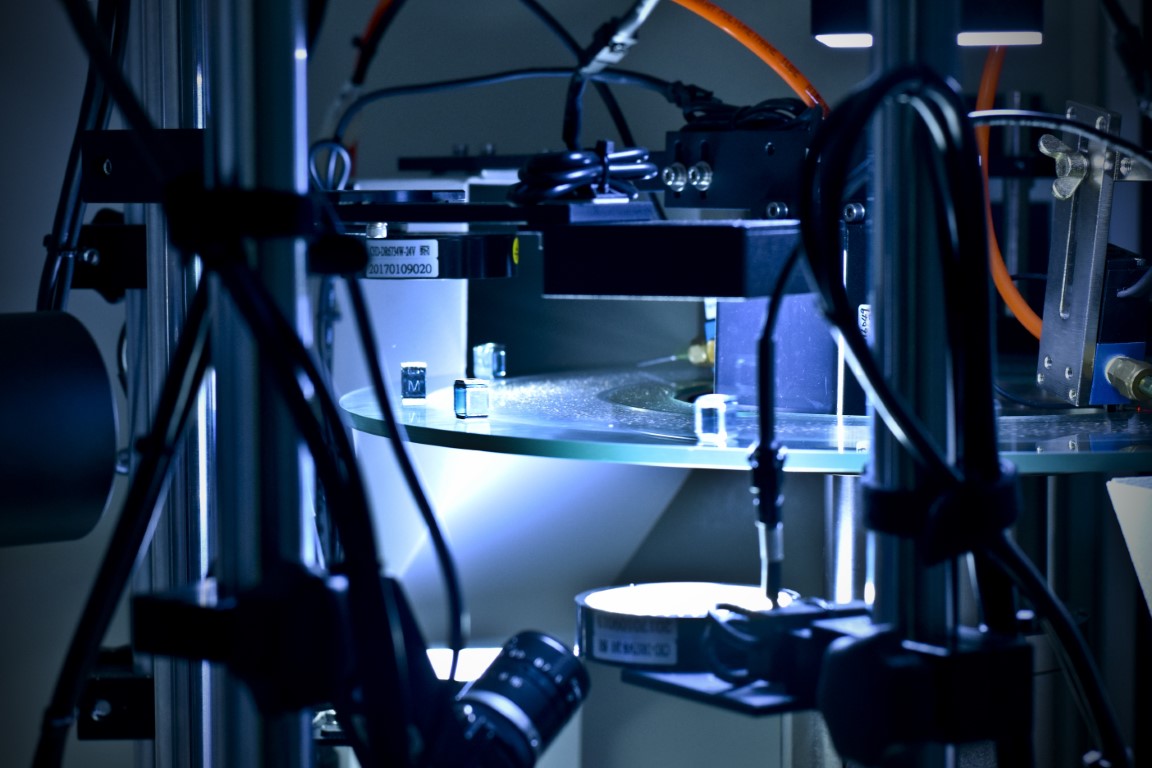
自动光学检测 (AOI) 机器利用玻璃板的传输特性及其下方的检测镜头,根据数字规格自动、可重复地以生产速度验证金属冲压部件或塑料注塑部件的外观和尺寸。
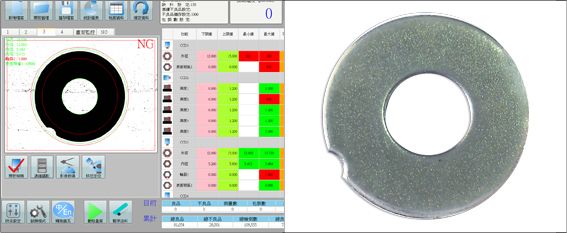
当手动操作员受到疲劳、视力和判断力的限制时,AOI 可以从多个角度捕获高分辨率图像,使用视觉算法对其进行处理,并将每个零件与数字参考进行比较。输出是确定性的接受/拒绝决策——每个部分、每个班次。
现代 AOI 不仅仅是光学。它与工程设计的 反错误保障措施 ——异常停机报警、检测项目自动确认、定量停机、连续不良自动停机(例如连续30次缺陷后)——以便在产生一批废品之前捕获漂移过程。
在 Layana,AOI 直接集成到我们的 精密冲压 和 注塑成型 生产线,并为客户组件提供独立的检测服务——将制造技术与质量工程融为一体。
更高的精度和稳定性 — 操作员不会疲劳,判断力不会漂移。
多角度覆盖 — 发现肉眼看不见的缺陷。
100%检验 ——用全面覆盖取代统计抽样。
降低劳动力成本 — 一名操作员可以监管多个站点。
手动检测无法满足当今产品的精度和吞吐量需求 - AOI 不再是奢侈品,它是在生产规模上实现零缺陷承诺的唯一方法。
机器内置防错保护装置
精心设计的 AOI 不仅仅是一台相机,它还是一个检查系统,可以及早发现漂移,在故障模式下停止生产线,并防止不良零件泄漏到下游。这些是 Layana 在每个 AOI 部署中构建的保护行为。
异常自动停止报警
机器实时检测异常模式并通过视觉/听觉警报停止生产线,以便操作员可以在缺陷零件堆积之前进行调查。
自动确认测试项目
启动时确认所需检查项目;在每项检查都处于活动状态之前,该生产线才会运行,从而消除了人为错误的常见来源。
定量自动停止
机器会在编程的零件计数处停止,这对于卷带式交接、基于批次的可追溯性或班次结束控制非常有用。
连续 NG 关闭
如果生产线产生可配置的连续缺陷(例如连续 30 个 NG),它会自动关闭 - 保护下游流程免受失控的上游故障的影响。
AOI 检验流程 — 十个阶段
从准备检测程序到将数据反馈到上游流程,每次 AOI 运行都遵循相同的严格顺序。每个阶段都是使下一个阶段变得可靠的基础。

自动光学检测的分类
AOI 不是单一检查——它是针对零件和故障模式调整的一系列检查类型。展开每张卡以了解工程细节。
示例和检查的功能
在 Layana 的日常生产中,AOI 最常被要求验证冲压、机加工和车削部件的四个特征系列。
表面缺陷
划痕、凹痕、污渍、电镀缺陷——零件表面上任何可见的影响功能或验收的东西。
裂纹
冲压、成型或电镀零件上的发丝裂纹和应力裂纹——在到达客户装配线之前被发现。
内径和外径
Ø3 毫米至 Ø25 毫米特征的测量精度为 ±1 像素——在每个周期都根据零件图进行验证。
身高
高度验证辅以机械 GO/NO-GO 预筛 - 结合光学和触觉检查以获得可靠的结果。

使用 AOI 机器的好处
在整个生产过程中,AOI 在准确性、吞吐量、成本和可追溯性方面提供了可衡量的改进。
更高的精度和稳定性
AOI 提供一致、可重复的检测结果,不受操作员疲劳或班次交接的影响——这是任何以零缺陷为目标的流程的标准。
多角度缺陷捕获
多个摄像头和受控照明可以揭示肉眼错过的缺陷,包括欺骗单角度视觉的反射表面缺陷。
减少废品,提高一次合格率
实时反馈让上游流程在产生一批缺陷之前进行自我纠正,从而保护良率并降低返工成本。
检测速度更快,产量更高
高达 1,000 件/分钟,用几秒钟的自动决策取代了数小时的手动分拣 - 缩短了交货时间而不影响质量。
降低劳动力依赖
一名操作员可以监督多个 AOI 站,从而降低劳动力成本,并让熟练的检查人员腾出时间来开展真正的根本原因工作。
数据驱动的质量
每个部分都被记录下来。缺陷图像和统计数据输入 MES 和持续改进计划——工业 4.0 质量管理的基础。
Layana AOI 机器规格
Layana AOI 平台的指示性规格 — 每次部署均根据客户的零件几何形状、缺陷目录和吞吐量目标进行配置。
| 参数 | 规格 | 注释 |
|---|---|---|
| 覆盖范围检验信封 | 360°全方位 | 顶部、底部和侧面摄像头相结合,提供完整的零件覆盖 |
| 相机可配置 | 1 至 10 个摄像头 | 每个项目选择的相机数量以匹配缺陷目录和周期时间 |
| 检测范围零件尺寸 | Ø3毫米至Ø25毫米 | 适用于小型精密零件 - 螺母、螺钉、紧固件、小型模制零件 |
| 准确度像素级 | ±1像素 | 根据零件图校准尺寸验证 |
| 吞吐量检验速度 | 高达 1,000 件/分钟 | 与大批量冲压输出兼容的持续检查率 |
| 照明光学设置 | 同轴 | 2015 年从环形切换为同轴,以防止表面缺陷误通过 |
| 镜头光圈光圈值范围 | f/1.4 – f/16 | 可更换的镜头能够可靠地区分亮面与暗面 |
| 预筛选高度检测仪 | 机械式 GO/NO-GO | 捕获超过 CCD 像素分辨率的微变形 |
| 应用领域典型零件 | 螺母、螺钉、汽车零部件、橡胶/塑料 | 大批量部件的基本外观和尺寸检查 |

为什么选择 Layana 进行 AOI 检测
当 AOI 建立在真实的流程知识之上时,它就能提供价值——而不仅仅是固定在生产线的末端。 Layana 的 AOI 是由运行我们的冲压和成型车间的同一团队设计的,这意味着我们在告诉软件找到缺陷之前就知道缺陷是什么样的。
Layana 团队在部署 AOI 的同时不断改进其检测方法,包括在与 CCD 相机供应商讨论后于 2015 年从环形照明切换为同轴照明,以及集成机械高度检测器以补偿基于像素的识别的限制。
我们不仅在我们自己的生产中提供 AOI,而且还作为独立的产品提供 AOI 零部件检验服务 对于客户零件 - 增强您的质量管理能力,而无需强迫您投资自己的机器视觉团队。
由于 Layana 已经在内部生产精密金属冲压和塑料注塑组件,因此 AOI 直接与我们的集成 定制自动化 生产线 — 并且受到管理我们其余制造部门的相同 IATF 16949 质量体系的支持。
屋顶单层检查 — 制造和 AOI 由同一团队设计。
流程知情的食谱 — 根据您的需要调整缺陷规则,而不是通用模板。
IATF 16949质量体系 ——汽车级纪律贯穿整个楼层。
长期产能 — 可根据您的生产计划调整的可扩展 AOI 线。
常见问题解答 — AOI 检查
通过选择正确的镜头和照明策略来处理亮/暗表面的差异。在早期的部署中,环形灯设置有时会因为光源照亮表面的方式而将有缺陷的产品错误地分类为可接受的产品。
2015 年 4 月与 CCD 相机制造商讨论后,Layana 改用同轴照明。结果是一个显着的改进——以前在环形灯下被视为合规的具有表面缺陷的产品现在可以被可靠地捕获。
Layana 使用 CCD 相机图像评估零件,但仅相机像素精度可能会限制微变形的确定。作为补偿,我们在送入检测玻璃板的传送带之前集成了一个高度检测器(概念上类似于手动 GO/NO-GO 检测)。
如果零件高度在公差范围内,则进入光学检查站;如果超出公差,夹具会机械地阻止它。该设计通过触觉预屏弥补了光学识别的限制。