自動光学検査
打ち抜き、機械加工、成形部品の 360° マシン ビジョン
AOI の完全なエンジニアリング ガイド — AOI の仕組み、検査内容、部品の誤通過を防ぐエラー防止策、Layana の 360° AOI 仕様: 最大 10 台のカメラ、±1 ピクセル精度、100% インライン検査で 1,000 個/分。
ナビゲーション セクションにジャンプ
重要なポイント
- 360°全方位検査 — Layana の AOI は 1 ~ 10 台のカメラを使用し、パーツ全体をカバーするようにプロジェクトごとに構成されます。
- 最大 1,000 個/分で ±1 ピクセルの精度 — 真の全数インライン検査に必要な精度とスループット。
- 2015年から同軸照明を導入 — リングライトを置き換えて、反射部品の表面欠陥による誤通過を防ぎます。
- 微小変形に対する機械的プレスクリーン — GO/NO-GO 高さ検出器が光学認識の限界を補正します。
- 組み込みのエラー防止保護機能 — 異常時の自動停止、定量停止、連続NGシャットダウン(例:連続30回)により、下流の汚染を防ぎます。
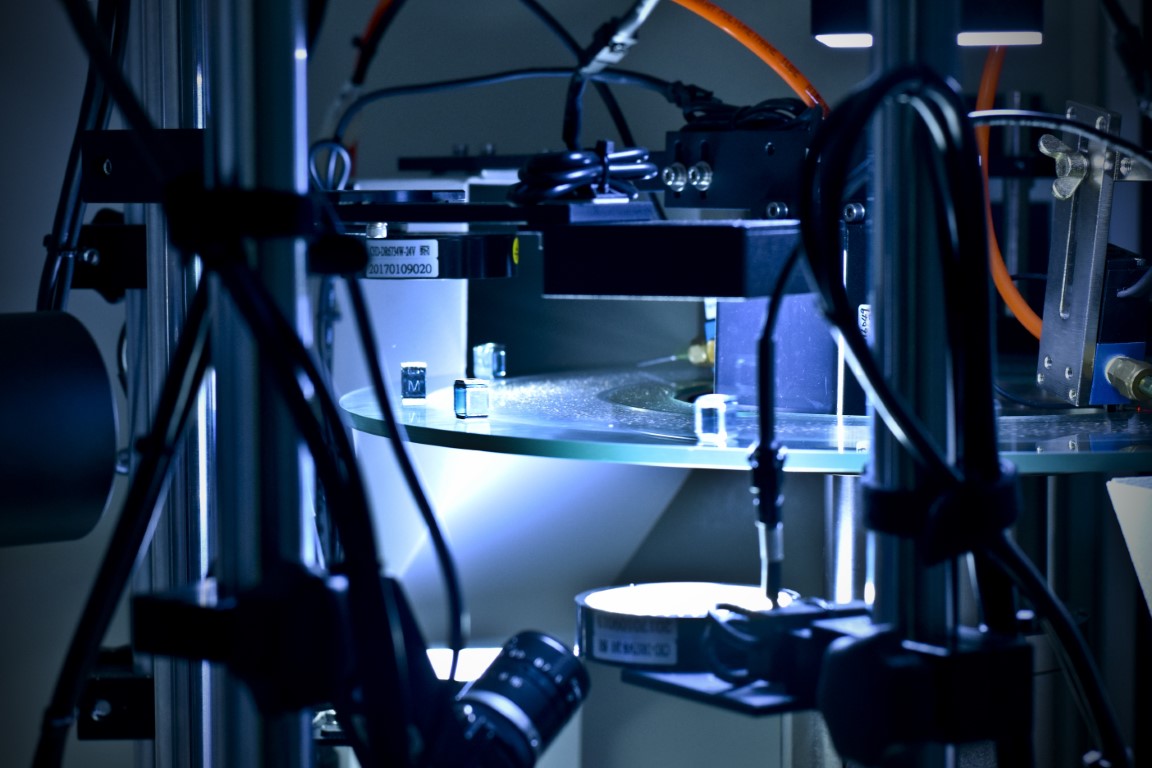
自動光学検査機とは何ですか?
自動光学検査 (AOI) 機械は、ガラス板の透過特性とその下にある検出レンズを使用して、金属スタンピング部品またはプラスチック射出成形部品の外観と寸法をデジタル仕様に照らして、自動的に、繰り返し、生産速度で検証します。
手動オペレータが疲労、視力、判断力によって制限される場合、AOI は複数の角度から高解像度の画像をキャプチャし、視覚アルゴリズムで処理し、各部品をデジタル基準と比較します。出力は、すべての部分、すべてのシフトで決定的な受け入れ/拒否の決定です。
最新の AOI は単なる光学ではありません。エンジニアードとペアになっています エラー防止策 異常停止アラーム、検査項目の自動確認、定量停止、連続NG自動停止(30回連続欠陥時など)により、工程のドリフトをスクラップ出荷前に捕捉します。
Layana では、AOI が直接システムに統合されています。 精密スタンピング そして 射出成形 製造ラインと顧客コンポーネントのスタンドアロン検査サービスとして提供され、製造ノウハウと品質エンジニアリングを 1 つ屋根の下で組み合わせます。
より高い精度と安定性 — オペレーターの疲労や判断のブレがありません。
マルチアングル対応 — 肉眼では見えない欠陥を捕らえます。
全数検査 — 統計的サンプリングを完全なカバレッジに置き換えます。
人件費の削減 — 1 人のオペレーターが複数のステーションを監視できます。
手作業による検査では、今日の製品に求められる精度とスループットに追いつくことができません。AOI はもはや贅沢品ではなく、生産規模で欠陥ゼロの約束を満たす唯一の方法です。
マシンに組み込まれたエラー防止装置
適切に設計された AOI は単なるカメラではありません。ドリフトを早期に検出し、故障モードでラインを停止し、不良部品が下流に漏れるのを防ぐチェック システムです。これらは、Layana がすべての AOI 展開に組み込む保護動作です。
異常自動停止警報
異常パターンをリアルタイムに検知し、視覚・聴覚アラームでラインを停止させるため、不良部品が蓄積する前にオペレーターが調査することができます。
テスト項目の自動確認
始動時に必要な検査項目を確認します。すべてのチェックがアクティブになるまでラインは実行されないため、一般的な人的エラーの原因が排除されます。
定量オートストップ
機械はプログラムされた部品数で停止します。これは、テープアンドリールの受け渡し、ロットベースのトレーサビリティ、またはシフト終了の制御に役立ちます。
連続NGシャットダウン
ラインが構成可能な連続した欠陥 (例: 連続 30 個の NG) を生成した場合、ラインは自動的にシャットダウンし、暴走した上流の障害から下流のプロセスを保護します。
AOI 検査プロセス — 10 段階
検査プログラムの準備から上流プロセスへのデータのフィードバックに至るまで、すべての AOI 実行は同じ規律あるシーケンスに従います。各ステージが次のステージを確実なものにします。

自動光学検査の分類
AOI は単一のチェックではなく、部品と故障モードに合わせて調整された一連の検査タイプです。各カードを展開すると、エンジニアリングの詳細が表示されます。
例と検査された機能
Layana の日常の生産では、打ち抜き、機械加工、旋削されたコンポーネントの 4 つのフィーチャー ファミリを検証するために AOI が最も頻繁に使用されます。
表面欠陥
傷、へこみ、汚れ、メッキの欠陥など、機能や受容に影響を与える部品の表面に見えるもの。
ひび割れ
プレス、成形、メッキ部品のヘアラインや応力亀裂は、顧客の組立ラインに到達する前に捕捉されます。
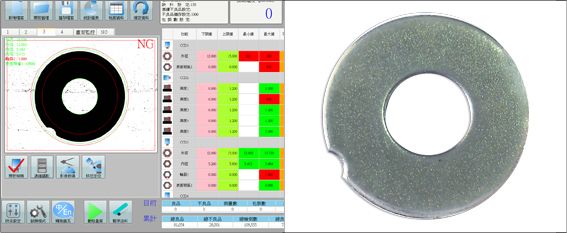
内径と外径
Ø3 mm ~ Ø25 mm の形状は ±1 ピクセルの精度で測定され、サイクルごとに部品図面と照合して検証されます。
高さ
高さ検証は機械的なGO/NO-GO事前スクリーニングによって補完され、信頼性の高い結果を得るために光学的チェックと触覚的チェックを組み合わせています。

AOI マシンを使用する利点
AOI は、生産プロセス全体にわたって、精度、スループット、コスト、トレーサビリティにおいて目に見える改善をもたらします。
より高い精度と安定性
AOI は、オペレータの疲労やシフトの引き継ぎの影響を受けることなく、一貫した再現可能な検査結果を提供します。これは、欠陥ゼロを目標とするあらゆるプロセスの標準です。
マルチアングル欠陥キャプチャ
複数のカメラと制御された照明により、単一角度の視覚を欺く反射面の欠陥など、肉眼では見逃される欠陥が明らかになります。
スクラップの削減、より高いファーストパス歩留まり
リアルタイムのフィードバックにより、上流のプロセスが一連の欠陥を生成する前に自己修正できるため、歩留まりが保護され、再作業コストが削減されます。
検査の高速化、生産量の向上
最大 1,000 個/分により、数時間に及ぶ手動選別が数秒間の自動決定に置き換えられ、品質を損なうことなくリードタイムが短縮されます。
労働依存度の低下
1 人のオペレーターが複数の AOI ステーションを監視できるため、人件費が削減され、熟練した検査員が真の根本原因の作業に集中できるようになります。
データ主導の品質
すべての部分がログに記録されます。欠陥画像と統計情報は、インダストリー 4.0 品質管理の基盤である MES および継続的改善プログラムにフィードされます。
Layana AOI マシンの仕様
Layana の AOI プラットフォームの仕様を示します。すべての導入は、顧客の部品形状、欠陥カタログ、スループット目標に合わせて構成されます。
| パラメータ | 仕様 | 注意事項 |
|---|---|---|
| 適用範囲検査封筒 | 360°全周 | 上部、下部、側面のカメラを組み合わせてパーツ全体をカバーします |
| カメラ設定可能 | 1~10台のカメラ | 欠陥カタログとサイクルタイムに一致するようにプロジェクトごとに選択されるカメラ数 |
| 検知範囲パーツサイズ | Ø3mm~Ø25mm | 小型精密部品(ナット、ネジ、ファスナー、小型成形品)に適しています。 |
| 精度ピクセルレベル | ±1ピクセル | 部品図面に対して校正された寸法検証 |
| スループット検査速度 | 最大1,000個/分 | 大量プレス出力にも対応した検査率の持続 |
| 照明光学セットアップ | 同軸 | 2015年にリングから同軸に切り替え、表面欠陥の誤通過を防止 |
| レンズの絞りF値範囲 | f/1.4 – f/16 | 明るい表面と暗い表面を確実に区別する交換可能なレンズ |
| 事前審査高さ検出器 | 機械的なGO/NO-GO | CCDの画素解像度を超える微細な変形を捉える |
| アプリケーション代表的な部品 | ナット、ネジ、自動車部品、ゴム・プラスチック | 大量生産部品の基本的な外観および寸法検査 |

Layana を AOI 検査に使用する理由
AOI は、単にラインの端に取り付けられたものではなく、実際のプロセスの知識に基づいて構築されたときに価値を提供します。 Layana の AOI は、スタンピングおよび成形フロアを運営しているのと同じチームによって設計されています。つまり、ソフトウェアに欠陥を見つけるように指示する前に、欠陥がどのようなものかを知っています。
Layana チームは、AOI の導入と並行して検査方法を継続的に改善してきました。これには、CCD カメラのサプライヤーとの協議を経た 2015 年のリング照明から同軸照明への切り替えや、ピクセルベースの認識の限界を補うための機械的高さ検出器の統合などが含まれます。
AOIは自社制作だけでなく単体でもご提供いたします 部品検査サービス 顧客部品向け — 独自のマシンビジョンチームへの投資を強いることなく、品質管理能力を強化します。
Layana はすでに精密な金属スタンピングおよびプラスチック射出部品を社内で製造しているため、AOI は当社の製品と直接統合されています。 カスタムオートメーション これらのラインは、製造の残りの部分を管理する同じ IATF 16949 品質システムによってサポートされています。
片屋根検査 — 製造と AOI は同じチームによって設計されました。
プロセス情報に基づいたレシピ — 汎用テンプレートではなく、お客様の部品に合わせて調整された欠陥ルール。
IATF 16949品質システム — フロア全体に自動車グレードの規律を徹底します。
長期的な容量 — 生産スケジュールに合わせたスケーラブルな AOI ライン。
FAQ — AOI 検査
明るい/暗い表面の区別は、適切なレンズと照明戦略を選択することによって処理されます。以前の導入では、リングライトのセットアップでは、光源が表面を照らす方法が原因で、欠陥のある製品を誤って合格品として分類することがありました。
2015 年 4 月に CCD カメラ メーカーと協議した後、Layana は同軸照明に切り替えました。その結果、顕著な改善が見られました。以前はリングライトの下では適合していると認識されていた表面欠陥のある製品が、現在では確実に検出されるようになりました。
Layana は CCD カメラ画像を使用して部品を評価しますが、カメラのピクセル精度だけでは微小変形の判定が制限される可能性があります。これを補うために、概念的には手動の GO/NO-GO 検査と同様の高さ検出器を、検査用ガラス プレートに供給するコンベア ベルトの前に組み込みました。
部品の高さが許容範囲内であれば、光学検査ステーションに進みます。許容範囲外の場合、治具が機械的にブロックします。この設計は、触覚的なプレスクリーンを使用して光学認識の限界を補います。