Automated Optical Inspection
360° machine vision for stamped, machined and molded parts
A complete engineering guide to AOI — how it works, what it inspects, the anti-error safeguards that prevent false-pass parts, and Layana's 360° AOI specifications: up to 10 cameras, ±1 pixel accuracy, and 1,000 pcs/min for 100% in-line inspection.
Navigation Jump to a Section
Key Takeaways
- 360° all-round inspection — Layana's AOI uses 1 to 10 cameras, configured per project for full part coverage.
- ±1 pixel accuracy at up to 1,000 pcs/min — the precision and throughput required for true 100% in-line inspection.
- Coaxial lighting since 2015 — replaces ring light to prevent surface-defect false-pass on reflective parts.
- Mechanical pre-screen for micro-deformation — a GO/NO-GO height detector compensates for the limits of optical recognition.
- Built-in anti-error safeguards — auto-stop on abnormality, fixed-quantity stops and consecutive-NG shutdown (e.g. 30 in a row) prevent downstream contamination.
What Is an Automated Optical Inspection Machine?
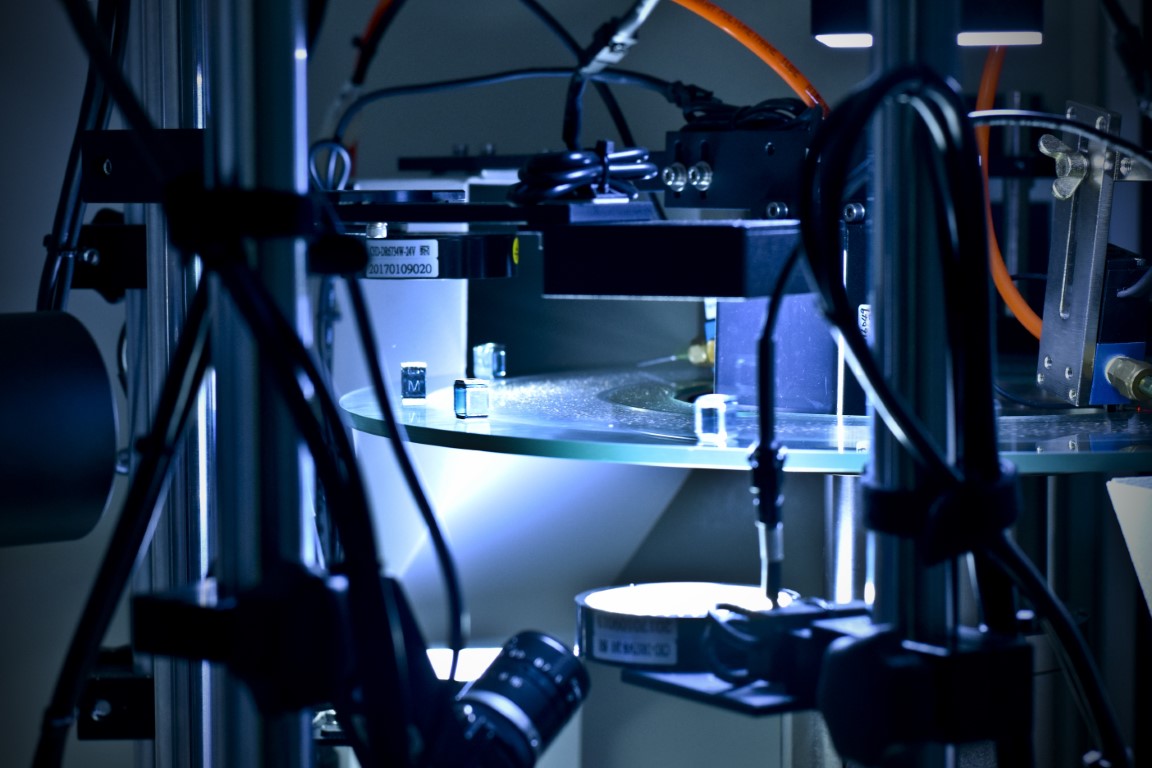
An Automated Optical Inspection (AOI) machine uses the transmission characteristics of a glass plate, with a detection lens beneath it, to verify the appearance and dimensions of metal stamping components or plastic injection parts against a digital specification — automatically, repeatably, and at production speed.
Where manual operators are limited by fatigue, eyesight and judgment, AOI captures high-resolution images from multiple angles, processes them with vision algorithms, and compares each part against a digital reference. The output is a deterministic accept/reject decision — every part, every shift.
Modern AOI is not just optics. It is paired with engineered anti-error safeguards — abnormal-stop alarms, automatic confirmation of test items, fixed-quantity shutdown, and consecutive-NG auto-stop (for example after 30 consecutive defects) — so that a drifting process is caught before it produces a shipment of scrap.
At Layana, AOI is integrated directly into our precision stamping and injection molding production lines and offered as a standalone inspection service for customer components — combining manufacturing know-how with quality engineering under one roof.
Higher accuracy & stability — no operator fatigue, no judgment drift.
Multi-angle coverage — catches defects invisible to the naked eye.
100% inspection — replaces statistical sampling with full coverage.
Lower labor cost — one operator can supervise multiple stations.
Manual inspection cannot keep up with the precision and throughput today's products demand — AOI is no longer a luxury, it is the only way to meet zero-defect commitments at production scale.
Anti-Error Safeguards Built Into the Machine
A well-designed AOI is not just a camera — it is a system of checks that catches drift early, stops the line in failure modes, and prevents bad parts from leaking downstream. These are the protective behaviors Layana builds into every AOI deployment.
Abnormal Auto-Stop Alarm
The machine detects abnormal patterns in real time and halts the line with a visible/audible alarm, so operators can investigate before defective parts accumulate.
Auto Confirmation of Test Items
Required inspection items are confirmed at startup; the line will not run until every check is active — eliminating a common source of human error.
Fixed-Quantity Auto-Stop
The machine stops at a programmed part count — useful for tape-and-reel handoff, lot-based traceability or end-of-shift control.
Consecutive-NG Shutdown
If the line produces a configurable run of consecutive defects (e.g. 30 NG in a row), it auto-shuts — protecting downstream processes from a runaway upstream fault.
The AOI Inspection Process — Ten Stages
From preparing the inspection program to feeding data back into upstream processes, every AOI run follows the same disciplined sequence. Each stage is what makes the next one reliable.

Classifications of Automated Optical Inspection
AOI is not a single check — it is a family of inspection types tuned to the part and the failure mode. Expand each card for the engineering detail.
Examples & Inspected Features
In Layana's day-to-day production, AOI is most frequently called on to verify four feature families on stamped, machined and turned components.
Surface Defects
Scratches, dents, stains, plating imperfections — anything visible on the part surface that affects function or acceptance.
Cracks
Hairline and stress cracks on stamped, formed or plated parts — caught before they reach the customer's assembly line.
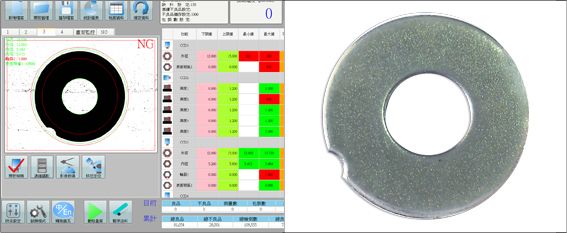
Inner & Outer Diameter
Ø3 mm to Ø25 mm features measured to ±1 pixel accuracy — verified against the part drawing on every cycle.
Height
Height verification supplemented by a mechanical GO/NO-GO pre-screen — combining optical and tactile checks for reliable results.

The Benefits of Using an AOI Machine
Across the production process, AOI delivers measurable improvements in accuracy, throughput, cost and traceability.
Higher Accuracy & Stability
AOI delivers consistent, repeatable inspection results unaffected by operator fatigue or shift handover — the standard for any process targeting zero defects.
Multi-Angle Defect Capture
Multiple cameras and controlled lighting reveal imperfections that the naked eye misses — including reflective-surface defects that fool single-angle vision.
Reduced Scrap, Higher First-Pass Yield
Real-time feedback lets upstream processes self-correct before producing a batch of defects — protecting yield and reducing rework cost.
Faster Inspection, Higher Output
Up to 1,000 pcs/min replaces hours of manual sorting with seconds of automated decisions — shortening lead time without compromising quality.
Lower Labor Dependence
One operator can supervise multiple AOI stations, cutting labor cost and freeing skilled inspectors for genuine root-cause work.
Data-Driven Quality
Every part is logged. Defect images and statistics feed into MES and continuous-improvement programs — the foundation for Industry 4.0 quality management.
Layana AOI Machine Specifications
Indicative specifications for Layana's AOI platform — every deployment is configured to the customer's part geometry, defect catalogue and throughput target.
| Parameter | Specification | Notes |
|---|---|---|
| CoverageInspection envelope | 360° all-round | Top, bottom and side cameras combined to give full part coverage |
| CamerasConfigurable | 1 to 10 cameras | Camera count selected per project to match defect catalogue and cycle time |
| Detection RangePart size | Ø3 mm to Ø25 mm | Suited to small precision parts — nuts, screws, fasteners, small molded parts |
| AccuracyPixel-level | ±1 pixel | Dimensional verification calibrated against the part drawing |
| ThroughputInspection speed | Up to 1,000 pcs/min | Sustained inspection rate compatible with high-volume stamping output |
| LightingOptical setup | Coaxial | Switched from ring to coaxial in 2015 to prevent surface-defect false-pass |
| Lens Aperturef-stop range | f/1.4 – f/16 | Replaceable lenses to differentiate bright vs. dark surfaces reliably |
| Pre-ScreenHeight detector | Mechanical GO/NO-GO | Catches micro-deformation that exceeds CCD pixel resolution |
| ApplicationsTypical parts | Nuts, screws, automotive parts, rubber/plastic | Basic appearance and dimension inspection for high-volume components |

Why Layana for AOI Inspection
AOI delivers value when it is built on real process knowledge — not just bolted onto the end of a line. Layana's AOI is engineered by the same team that runs our stamping and molding floors, which means we know what defects look like before we tell the software to find them.
The Layana team has continuously improved its inspection methods alongside our AOI deployments — including the 2015 switch from ring to coaxial lighting after discussions with our CCD camera suppliers, and the integration of a mechanical height detector to compensate for the limits of pixel-based recognition.
We offer AOI not just on our own production but also as a standalone component inspection service for customer parts — enhancing your quality management capability without forcing you to invest in your own machine vision team.
Because Layana already produces precision metal stamping and plastic injection components in-house, AOI integrates directly with our custom automation lines — and is supported by the same IATF 16949 quality system that governs the rest of our manufacturing.
One-roof inspection — manufacturing and AOI engineered by the same team.
Process-informed recipes — defect rules tuned to your part, not generic templates.
IATF 16949 quality system — automotive-grade discipline across the floor.
Long-term capacity — scalable AOI lines aligned to your production schedule.
FAQ — AOI Inspection
Bright/dark surface differentiation is handled by choosing the right lens and lighting strategy. In earlier deployments, the ring-light setup occasionally misclassified defective products as acceptable because of how the source illuminated the surface.
After discussions with CCD camera manufacturers in April 2015, Layana switched to coaxial lighting. The result was a noticeable improvement — products with surface defects that previously read as compliant under ring light were now reliably caught.
Layana assesses parts using CCD camera imagery, but camera pixel accuracy alone can limit determination of micro-deformation. To compensate, we integrated a height detector — conceptually similar to a manual GO/NO-GO inspection — before the conveyor belt that feeds the inspection glass plate.
If the part height is within tolerance, it proceeds to the optical inspection station; if it is out of tolerance, the fixture mechanically blocks it. This design compensates for the limits of optical recognition with a tactile pre-screen.