模内组装:先进嵌入技术的高性能制造
模内组装(In-Mold Assembly)的定义
模内组装(In-Mold Assembly,简称 IMA)是一种多射程注塑工艺:在首射(Pre-Mold)阶段,将预制金属嵌件——如端子、汇流排(Busbar)或引线框架(Lead Frame)——置入模具;在第二射(及后续射出)时,熔融塑料完全包覆并封装这些嵌件,使其永久固定于制品内部。藉由在成型初期直接嵌入导电或结构件,模内组装可消除传统后段 Pick-and-Place 及锁付 / 粘接等耗时工序。
传统组装与模内组装的差异
|
项目 |
传统组装 |
模内组装(IMA) |
|---|---|---|
|
流程 |
各零件先独立生产,再在二次工序中组装。 |
注塑与组装一次完成。 |
|
生产速度 |
冗长的后加工拉长周期。 |
省去后段工序,周期大幅缩短。 |
|
精度 |
人工放置或分段公差易产生偏差。 |
部件位置由模具直接控制,重复精度高。 |
|
组件强度 |
接合或粘胶处为潜在弱点。 |
包覆成型将零件整合成坚固整体,失效点更少。 |
|
成本效益 |
人工成本高、胶材浪费且需额外设备。 |
工序简化,降低人工、材料和设备依赖。 |
模内组装的工艺流程
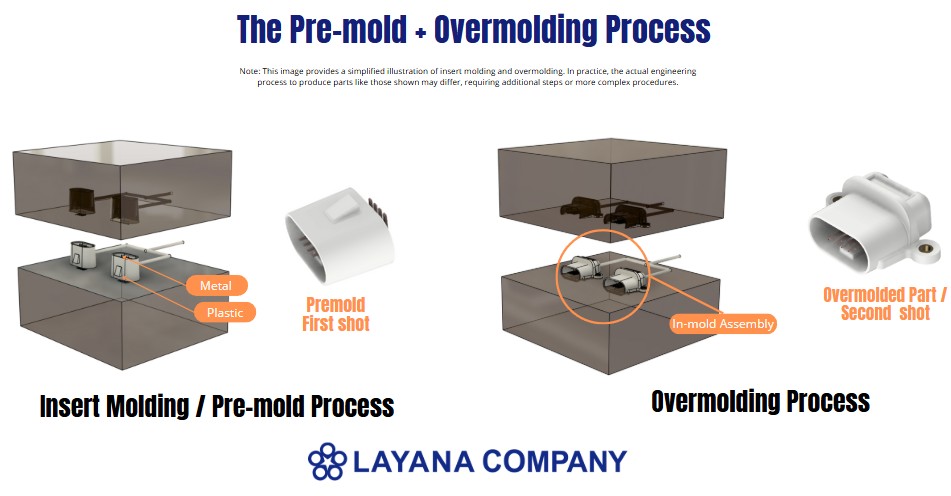
包覆成型(Overmolding)是一项将两种以上材料整合为单一组件的先进注塑技术;常嵌入端子或汇流排以提升结构强度与可靠性。模内组装更进一步,在模穴中直接放置预制嵌件,完全取消后段 Pick-and-Place 与固定步骤。IMA 通常分两阶段(「首射与次射」或「预射与包覆」)于不同模穴进行:
- 首射(预射): 注入熔融塑料形成基材,并同步嵌入金属件(如端子)。塑料固化后牢牢固定嵌件,成为可再加工框架。
- 次射(包覆): 将预射基材移入第二模具,再注入次料包覆或连接。此步骤可将多个预射件合并为单一零件,并新增机械或密封用嵌件(衬套、紧固件)。
根据材料与模具设计不同,两种聚合物可通过机械咬合或化学键结结合。冷却后,即可取出已整合金属元件的成品,全程无需传统人工组装。
模内组装的应用
汽车与电动汽车模内组装: 现代车辆需要兼具轻量、高强度及电控集成。将引线框架等金属件直接嵌入结构件(如 EV 充电接口、动力电池模组、配电单元、传感器壳体),可建立无庞大线束的顺畅导电路径。该模内集成简化组装、降低错误率,并提升安全性、可靠性和整车性能。产品亦通过严苛 IPX 测试(如 IPX9),确保完全防水防尘,适应恶劣环境。下列示例展示模内组装在汽车各功能的应用。
 |
 |
 |
 |
|
零件/产品 |
嵌件类型 |
采用模内组装的原因 | |
|---|---|---|---|
|
电动汽车充电口(插座) |
大电流汇流排与端子 |
低阻抗电力通路;IP67 密封;一步成型、无泄漏组装可降低缺陷与成本 |
|
|
发动机控制模块 (ECM) 外壳 |
引线框架与连接器端子 |
精准 PCB 对位;内建 EMI 屏蔽;强固环境防护 |
|
|
歧管绝对压力 (MAP) 传感器 |
膜片引线框架;加热元件汇流排;端子 |
内置除霜;精准传感器定位;高压密封 |
|
|
曲轴与凸轮轴位置传感器 |
磁线圈引线框架;卡扣式端子 |
线圈精准定位;直接插接线束;消除人工嵌件 |
|
|
变速箱控制模块外壳 |
引线框架与过模连接器 |
严格公差控制;IP6K9K 级密封;组装流程简化 |
|
|
爆震传感器 |
压电元件引线框架;接点端子 |
高温稳定;精准元件定位;隔绝发动机振动 |
|
|
点火线圈连接器外壳 |
端子嵌件与引线框架 |
高电压绝缘;精准火花塞接口;耐用舱内密封 |
|
|
燃油泵模块 |
端子排与汇流排 |
耐油防漏密封;内建电力分配;减少零件数量 |
|
|
机油温度传感器 |
热敏电阻引线框架;密封端子 |
高温耐久;内置抗油密封;组装简化 |
|
|
尾灯总成连接器 |
LED 汇流排与端子嵌件 |
一体式防水外壳;精准 LED 布置;生产流程简化 |
|
|
气囊模块连接器 |
端子带与引线框架 |
关键安全合规;防尘密封;零人工步骤 |
|
|
ABS/车轮速度传感器 |
线圈引线框架;密封端子 |
IP6K9K 级密封;精准线圈定位;即插即用 ECU 接口 |
|
|
节气门位置传感器 (TPS) |
旋转编码器引线框架;多针端子 |
高精度角度反馈;直接插接 ECU 线束;强固环境保护 |
|
|
加速踏板位置传感器 |
霍尔元件引线框架;汇流排;端子 |
多信号整合分配;高精度反馈;防尘密封 |
|
|
转向角和扭矩传感器 |
双引线框架;针脚端子排 |
冗余信号通道;精准扭矩/角度检测;密封外壳耐久 |
|
|
雨量/光线传感器 |
光电二极管引线框架;加热元件汇流排;端子 |
内置除霜;防潮保护;光学精准定位 |
|
|
超声波倒车传感器 |
换能器引线框架;卡扣式端子 |
声学精准对位;IP69K 防水外壳;直接连接线束 |
|
|
盲点雷达模块 |
电源汇流排;多针端子;引线框架 |
高功率分配集成;EMI 控制;一次成型耐用连接器 |
|
|
气囊碰撞传感器 |
金属滑座嵌件;电气端子 |
精准撞击检测;密封防污染;线束即插即用 |
|
|
氮氧化物 (NOₓ) 传感器 |
陶瓷传感元件引线框架;双针端子汇流排 |
耐高温排气;内建信号分配;防漏外壳 |
|
消费及电子产品模内组装: IoT 模块、工业传感器壳体、LED 照明、医疗监测设备、电动工具外壳等对轻薄多功能设计需求旺盛。将汇流排、引线框架、端子直接嵌入注塑壳体,可优化 PCB 布局、提升散热并抑制 EMI。深度集成加速生产、减少材料浪费,并带来更坚固可靠的产品,适用于严苛工业与先进消费科技。
 |
 |
 |
 |
模内组装的优势
- 电路集成:模内组装可创建低阻抗电路,完全对位,免二次配线及松动连接器。
- 内建绝缘:可在汇流排、连接器与插针周围设计塑料隔离屏障,防止短路并降低 EMI。
- 节省材料:金属件或微型连接器直接嵌入塑料,释放板空间并减少线束体积。
- 散热优化:嵌入金属件可作为导热通道,将热量从敏感元件引出,提升功率模组与 LED 组件散热。
- 成本降低:零件数减少(无额外线束或外壳),装配阶段减省,节省材料与加工成本。
- 耐用性提升:汇流排、引线框架、端子及连接器被聚合物包覆,可抵御振动、湿气与环境应力,延长寿命。
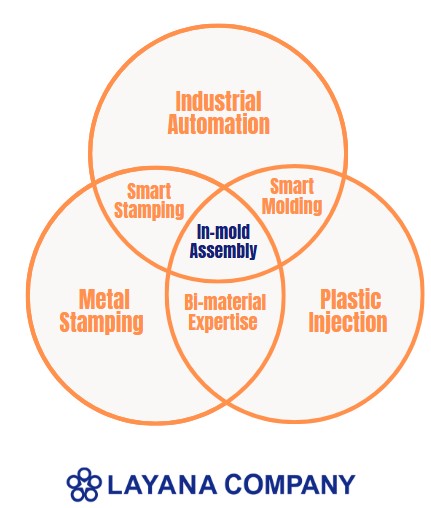
拿雅纳的模内组装能力
拿雅纳将内部包覆成型、嵌件注塑与精密连续冲压三项技术结合,打造坚固高效的双材质组件,满足多场景应用。
 |
拿雅纳双材质整合的关键优势
|
结语
在竞争激烈的制造业,企业持续探索提升效率与产品质量的方法。模内组装通过单一集成工序取代传统多步骤操作,已成为颠覆性技术。拿雅纳凭借在注塑与金属冲压方面的专长,以及工业自动化和模具设计制造等一体化能力,成为模内组装领域的领先者,尤其在复杂引线框架预射与包覆设计、功率电子及新一代 EV 应用中,提供快速精准的先进解决方案。