传递模 - 先进金属冲压工艺的秘密
什么是传递模具冲压?
 |
传递模具冲压是利用传递冲压工具或传递模具,从金属板材形成复杂的三维金属零件,这是一种多工位模具,可以同时执行多个操作。传递模具需要一个复杂的机械或气动装置将带材从一个工位移动到下一个工位。
传递模具冲压非常适合大规模生产其他冲压技术(如简单模具、复合模具或渐进模具)难以实现的零件。传递模具冲压在汽车工业中特别受欢迎,因为每个零件的复杂性需要多个操作,并且某些需要的拉伸特性是渐进模具无法实现的。 |
什么是传递模具?
|
|
传递模具是一种多工位模具,可以同时执行多个操作,具有自动将金属冲压毛坯或零件定位在精确位置的传递机制。传递模具结合了渐进模具和简单模具的逻辑。
我们可以将其视为一系列简单模具的序列,其中复杂的自动化层消除了人工操作。这些类型的模具所固有的传递机制使其成为最复杂的模具类型,因为成形件的自动移动需要完美的对齐和同步。 |
传递模具与其他冲压模具的区别是?
I. 渐进模具与传递模具的区别
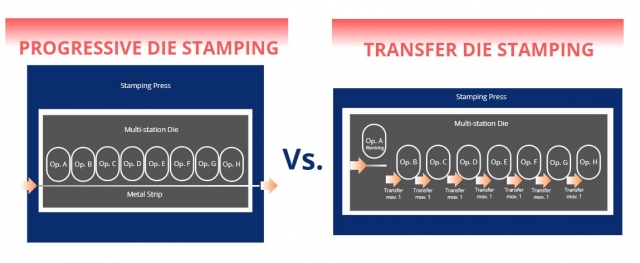 |
渐进模具和传递模具都是多工位模具。区别在于将毛坯或零件通过工位序列移动的系统。渐进模具的移动依赖于连续的带材和将成形零件从一个工位传输到下一个工位的进给系统,每次压制行程之前。导向系统有助于将材料正确地定位在正确的位置,以确保高精度。
相比之下,传递模具依赖于传递系统,该系统由一组位于传递杆上的手指组成,手指水平穿过X和Y轴,或者水平和垂直穿过X、Y和Z轴,以在每次操作之前将每个成形零件从前一个工位移动到下一个工位。通常,传递模具可以实现较大、较复杂的零件,这些零件需要在不同的方向上执行操作,或者需要渐进模具难以轻易生产的更先进的深拉操作。 |
|
特征 |
渐进模具 |
传递模具 |
|---|---|---|
|
操作 |
多种操作(顺序)。设计稍有局限。某些复杂的拉伸操作需要传递模具。 |
多种操作(在工位之间传递)。几乎任何操作过程都是可能的。 |
|
工位 |
多个工位 |
多个工位 |
|
复杂性 |
高复杂性 |
高复杂性 |
|
模具测试和设置 |
适中。模块化设计降低了复杂性并提高了设置效率。 |
通常比渐进模具更容易,但需要复杂的传递和提升装置设计和安装。 |
|
效率 |
非常高 |
高。由于需要传递操作,通常比渐进模具慢。 |
|
成本 |
高模具成本,非常低的零件单位成本 |
通常模具和零件单位成本比渐进模具高,但也取决于材料利用率。 |
|
生产量 |
高产量(适合大规模生产) |
高产量(适合大规模生产) |
|
速度 |
非常快(适合大规模生产) |
比渐进模具慢(仍适合大规模生产) |
|
适用性 |
复杂设计 |
更复杂的设计,具有更大和中空形状 |
|
材料利用率 |
适中。导向系统和载体的需求会降低材料利用率。一个好的设计可以大大减少废料的产生。 |
中等到高 |
|
冲 裁或切断操作 |
最后一个操作 |
第一个操作 |
Layana 转移模具能力
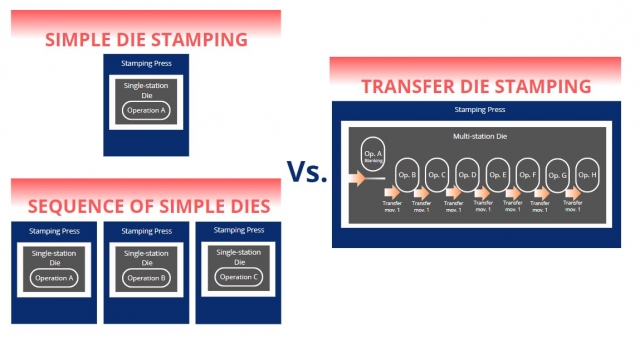
II. 简单模具与传递模具的区别
| 传递模具可以被看作是简单模具和渐进模具逻辑的混合体。同样的零件可能通过一系列简单模具实现,但传递模具将以更高效的方式制造零件,并且具有微米级精度,只需单一模具所需时间、空间、人力和材料的一小部分,同时减少工作事故的风险。 |
|
|
特点 |
简单模具 |
传递模具 |
|---|---|---|
|
操作 |
单一操作。可以使用多个简单模具,但效率将与所需模具的数量成反比。 |
多种操作(在工位之间传递)。 |
|
工位 |
一个工位 |
同一模具中的多个工位 |
|
复杂性 |
低复杂性 |
高复杂性 |
|
模具测试和设置 |
容易 |
复杂。传递和提升机制需要完美的同步和对齐。 |
|
效率 |
低。仅对需要一两个操作的零件有效。 |
高。由于需要传递操作,比渐进模具慢。 |
|
成本 |
低模具成本,高生产单位成本 |
高模具成本,低生产单位成本。 |
|
生产量 |
低产量 |
高产量(适合大规模生产) |
|
适用性 |
简洁流畅的设计 |
几何和多功能设计 |
|
材料利用率 |
中等到高。对于需要多次操作的零件,一系列简单模具将具有非常低的材料利用率。 |
中等到高。 |
|
冲裁或切断操作 |
1次行程 |
第一个操作 |
III. 复合模具与传递模具的区别
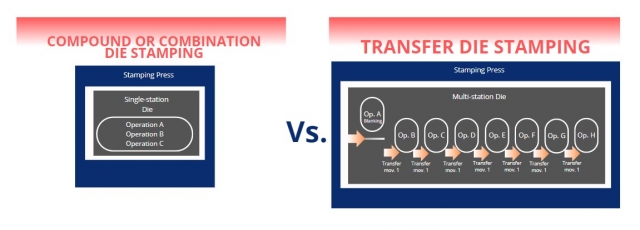 |
当我们谈到复合模具时,我们应该区分复合模具和组合模具,尽管两者的本质是相同的。当在一个工位模具内执行多个切割操作(冲孔和冲裁)时,我们指的是复合模具。而组合模具包括在同一个工位模具中进行多个操作,但不仅限于切割操作。
复合模具(或组合模具)和传递模具可以被视为相对的方式,其中传递模具在效率和可实现的零件复杂度方面大大超过复合模具。此外,由于只有一个工位的限制,复合和组合模具提供的成形可能性非常有限。 |
|
特点 |
复合模具 |
传递模具 |
|---|---|---|
|
操作 |
多种操作(单次行程)。设计非常有限。 |
多种操作(在工位之间传递)。任何操作过程都是可能的。 |
|
工位 |
一个工位 |
多个工位 |
|
复杂性 |
低到中 |
高复杂性 |
|
模具测试和设置 |
困难。随着在同一个模具内执行的操作数量的增加,测试时间也会增加。 |
通常比渐进模具更容易,但需要复杂的传递和提升装置设计。 |
|
效率 |
低,维护和修理时间较长。对于高产量,建议使用进给系统或多工位模具。 |
高。通常,由于需要传递操作,循环时间比渐进模具慢。 |
|
成本 |
中等模具成本,中等零件单位成本 |
通常模具和单位成本比渐进模具高 |
|
生产量 |
中到高量 |
高产量(适合大规模生产) |
|
适用性 |
简单零件设计 |
更大和/或凹形零件,复杂零件 |
|
材料利用率 |
中等到高 |
中等到高 |
|
冲裁或切断操作 |
1次行程 |
第一个操作 |
IV. 压机到压机传递与传递模具的区别
| 压机到压机传递,也可以称为自动化串联模具系统,是在不同压机上使用多个简单模具,通过自动传递机制(如机器人手臂)将零件从一个压机移动到另一个压机。与在同一个模具内执行多个操作的传递模具相比,压机到压机传递更适合非常大的零件,否则由于所需空间巨大和安装多个压机和传递系统的高前期成本将无法高效。下表比较了压机到压机传递和传递模具的不同特征,如效率、价格、复杂性、维护等。 | 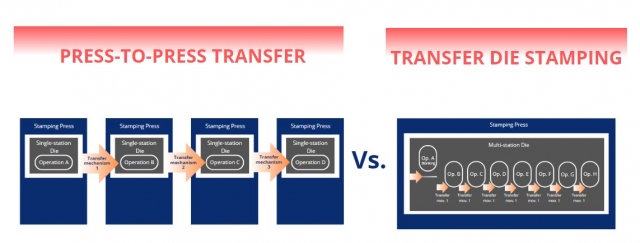 |
|
特征 |
压机到压机传递 |
传递模具 |
|---|---|---|
|
操作 |
多种操作(通常每个压机每个模具一个操作)。需要传递系统将零件在压机之间移动。 |
多种操作(在工位之间传递)。几乎任何操作过程都是可能的。 |
|
工位 |
每个压机上的单工位模具。 |
多个工位 |
|
复杂性 |
模具复杂性低。传递系统复杂性高。 |
工具和传递系统的高复杂性。 |
|
模具测试和设置 |
需要高测试和安装时间以实现最佳零件移动协调。 |
需要高测试和安装时间以实现最佳零件移动协调。 |
|
效率 |
对非常大的零件效率高 |
高 |
|
成本 |
由于使用多个压机和传递系统,前期成本非常高,因此单位价格可以低。 |
高模具成本,但单位价格低。 |
|
生产量 |
高(适合大规模生产大件) |
高 |
|
适用性 |
适用于非常大的零件 |
非常适用于高复杂度零件或杯形零件 |
|
材料利用率 |
中等到高 |
中等到高 |
|
冲裁或切断操作 |
第一个操作 |
第一个操作 |
传递模具的优势
与其他常用的金属成形技术相比,传递模具冲压有很多优势,特别是当我们考虑大量复杂零件时。
- 高效率:传递模具冲压适用于大量或大规模生产渐进模具无法实现的零件,具有高生产率和低缺陷率。
- 一致的质量:传递模具冲压能够实现高精度生产,确保关键尺寸和关键特性在数千甚至数百万个制造零件中符合要求的公差。
- 适用于复杂零件:它允许从金属坯料形成非常复杂的形状,允许弯曲、拉伸、冲裁、冲孔等操作。它对渐进模具无法实现的拉伸零件特别有效。
- 成本效益:传递模具需要高前期成本,但它们允许大规模生产时显著降低单位成本。
- 材料利用率:传递模具冲压具有非常高的材料利用率,因为切断操作发生在开始时。
- 劳动效率:传递模具自动化不同操作之间的移动,因此减少了劳动力成本。
- 能效:自动化和高效材料利用降低了能耗,提高了环境可持续性。
- 提高安全性:由于其自动化过程,降低了操作员的事故风险。
- 快速安装和测试时间:通过实施模块化设计和一致的质量,它减少了测试和工具安装所需的时间,特别是与复合模具相比。其工具设置时间也显著低于压机到压机传递系统。
- 低维护:冲压需要的维护比其他成形技术少,其模块化设计以及使用多个单操作工位减少了维护时间和修理时间。
- 与后处理兼容:加工和表面处理工艺,包括热处理、电镀和抛光,可以在冲压过程之前和之后进行。
- 空间优化:由于许多操作使用相同的模具执行,制造空间需求最小。与安装压机到压机传递冲压系统所需的空间相比,所需空间最小。此外,冲压机可以放置在装配线的任何位置,便于完全自动化。
传递模具的劣势
- 循环时间比渐进模具冲压过程稍长:将零件从一个工位传递到下一个工位的过程会增加显著的时间。
- 高前期成本:模具成本加上开发传递系统的成本,使得传递模具对小批量生产的成本效益较低。
- 模具设计的高复杂性:传递模具需要复杂的模具设计,这意味着需要高水平的设计和维护专业知识。
- 不适合非常小或轻的零件:处理非常小或轻的零件可能对传递机制具有挑战性,因为它可能会损坏零件或无法准确定位它们进行下一个操作。
- 不适合原型开发:由于模具和传递机制的复杂性和价格,传递模具在快速原型开发方面灵活性较差。对于早期设计阶段的原型开发,可能需要考虑使用其他成形方法,如3D打印或CNC加工。
传递模具冲压所需的冲压过程和元素
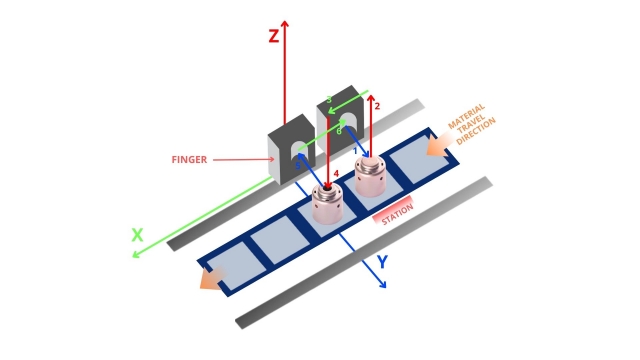 |
传递模具的冲压过程由一系列工位组成,每个工位执行一个单一操作,如冲裁、冲孔、倒角、拉伸、切口等,没有任何特征金属带材。对于传递模具,连续移动由传递机制提供,该机制由一系列手指组成,手指位于几根传递杆或导轨上,通过X和Y轴或X、Y和Z轴移动,以抓取毛坯或成形零件,并在操作前将它们从前一个工位移动到下一个工位。左图描绘了传递模具动力的手指的运动。 |
传递模具冲压允许根据拟议的零件设计进行高度定制,但大多数传递模具冲压配置需要以下共同元素:
- 传递模具:创建传递模具的复杂性非常高,使得只有少数公司能够熟练生产可靠、耐用和高质量的传递模具。凭借多年的专业知识,Layana公司在传递模具的设计和开发方面表现出色。这些模具被用于制造跨越多个行业的全球知名OEM零件,包括汽车、电子、医疗和航空航天等行业。
- 冲压机:Layana公司拥有一系列冲压机,容量从25T到300T不等,能够为不同国际客户提供金属冲压的大规模生产服务。
- 进料系统:进料系统的功能是展开并展平原材料,并将带材送入模具,毛坯将在其第一次操作中被切断。
- 传递系统:传递机制将成形零件从一个工位移动到下一个工位,并确保位置精确,以使零件的尺寸保持在公差范围内。
- 其他关键元素,如原材料、高素质和有经验的操作员、专业的模具工程师团队和质量保证部门和实验室,确保遵守行业的最高质量标准。
传递模具冲压的应用
 |
传递模具促进了许多类别零件和组件的生产,这些零件和组件后来被用作成品、组装成其他产品或通过嵌件成型或过模成型技术与塑料集成,从而创建更复杂的组件。传递模具冲压的应用在多个行业中普遍存在 - 汽车、自行车、航空航天、医疗设备、光学、电子和家居用品。
在汽车行业,许多零件可以通过传递模具制造,例如气缸盖、支架、泵壳、制动卡钳、座椅框架等。 传递模具冲压零件的应用不仅限于这些行业,尽管通常渐进模具仍然是首选,传递模具是制造由于设计限制渐进模具无法实现的零件的一个很好的选择。 |