Transfer Die - The Secrets of Advanced Metal Stamping
What Is Transfer Die Stamping?
 |
Transfer die stamping is the formation of complex three-dimensional metal parts from sheet metal using a transfer stamping tool or transfer die, a multi-station die that executes several operations at the same time. A transfer tooling needs a complex mechanical or pneumatic mechanism to move the strip from one station to the next.
Transfer die stamping is highly recommended for the mass production of parts that are hardly achieved by other stamping techniques such as simple, compound, or progressive dies. Transfer die stamping is particularly popular in the automotive industry given the complexity of each part, which requires multiple operations, and some needed drawing features that cannot be achieved by progressive dies. |
What Is a Transfer Die?
|
|
A transfer die is a multi-station die that performs multiple operations at the same time, with a transfer mechanism that automatically positions the metal stamping blanks or parts in the exact place. A transfer die combines the logic of progressive dies and simple dies.
We might think of it as a sequence of simple dies where a complex layer of automation removes human work. The transfer mechanism inherent to these types of dies makes them the most sophisticated types of dies, given the complexity of the automated movement of the forming pieces, which requires perfect alignment and synchronization. |
What Is the Difference Between a Transfer Die and Other Metal Stamping Dies?
I. Differences Between Progressive Die and Transfer Die
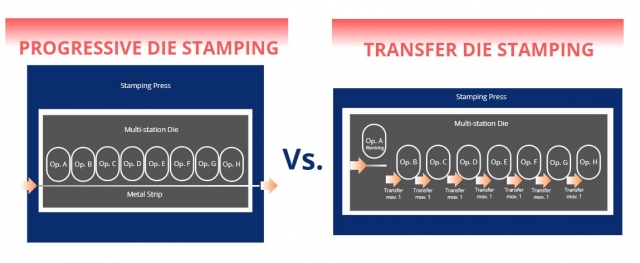 |
Both progressive and transfer dies are multi-station dies. The difference is the system to move the blanks or the parts through the sequence of stations. Progressive die movement lies in a continuous strip and a feeding system that transports the forming part from one station to the next before each press stroke. The pilot system helps to properly position the material in the correct place, ensuring high precision.
By contrast, transfer dies rely on a transfer system that consists of a set of fingers resting on a transfer bar that moves horizontally through the X and Y axes, or horizontally and vertically through the X, Y, and Z axes, to move each forming part from the previous station to the next one before each operation. Typically, transfer dies can achieve larger, more complex parts that require operations to be performed in different orientations or more advanced deep drawing operations that cannot be easily produced in a progressive die. |
|
Feature |
Progressive Die |
Transfer Die |
|---|---|---|
|
Operations |
Multiple operations (sequence). Slightly limited to design. Some complex drawing operations would require a transfer die. |
Multiple operations (transfer between stations). Almost any operation process is possible. |
|
Stations |
Multiple stations |
Multiple stations |
|
Complexity |
High complexity |
High complexity |
|
Mold testing and set up |
Moderate. Modules reduce complexity and increase set up efficiency. |
Usually easier than progressive, but requires transfer and lifting devices that are also complex to design and install. |
|
Efficiency |
Very high |
High. Usually slower than progressive given the required transfer operations. |
|
Cost |
High tooling cost, very low part unit cost |
Normally higher tooling and part unit cost than progressive, but also depends on material utilization. |
|
Production volume |
High volume (appropriate for mass production) |
High volume (appropriate for mass production) |
|
Speed |
Very fast (appropriate for mass production) |
Slower compared to progressive dies (still appropriate for mass production) |
|
Suitability |
Complex designs |
More complex designs with larger and hollow shapes |
|
Material utilization rate |
Moderate. The need for pilots and carriers can reduce material utilization. A good design can highly reduce the scrap produced. |
Moderate to high |
|
Blanking or cut-off operation |
The last operation |
The first operation |
Layana's Transfer Die capabilities
II. Difference Between Simple Die and Transfer Die
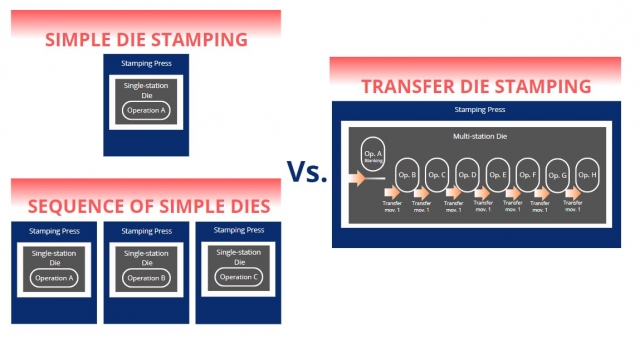
| A transfer die could be seen as a mix between the simple die and the progressive die logic. Probably, the same part could be achieved through a sequence of simple dies, but the transfer die will make the part in a much more efficient way and with micron precision, requiring only a small fraction of the time, space, manpower, and material needed for a single die, and also reducing the risk of work accidents. |
|
|
Features |
Simple Die |
Transfer Die |
|---|---|---|
|
Operations |
Single operation. Possibility of using multiple simple dies, but efficiency will be inversely proportional to the number of dies required. |
Multiple operations (transfer between stations). |
|
Stations |
One station |
Multiple stations in the same die |
|
Complexity |
Low complexity |
High complexity |
|
Mold testing and set up |
Easy |
Complex. The transfer and lifting mechanism require perfect synchronization and alignment. |
|
Efficiency |
Low. Only efficient for parts that require one or a couple of operations. |
High. Slower than progressive given the required transfer operations. |
|
Cost |
Low tooling cost, high unit cost of production |
High tooling cost, low unit price of production. |
|
Production volume |
Low volume |
High volume (appropriate for mass production) |
|
Suitability |
Simplistic and streamlined designs |
Geometries and multifunctional designs |
|
Material utilization rate |
Moderate to high. For a part that will require multiple operations, a sequence of simple dies will have a very low material utilization rate. |
Moderate to high. |
|
Blanking or cut-off operation |
1 stroke |
The first operation |
III. Differences Between Compound Die and Transfer Die
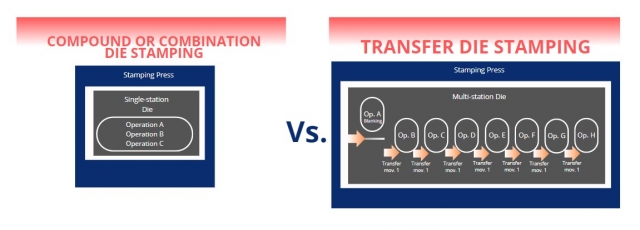 |
When we talk about compound dies, we should make a distinction between compound and combination dies, even though the nature of both is common. When multiple cutting operations (piercing and blanking) are performed within a single station die, we are referring to compound dies. Meanwhile, combination dies include multiple operations in the same single station die, but are not limited to only cutting operations.
Compound dies (or combination dies) and transfer dies can be considered as opposite approaches, where transfer dies exponentially outrank compound dies in efficiency and the level of parts complexity they can achieve. Moreover, compounds and combinations offer very limited forming possibilities because of the limitation of only one station. |
|
Feature |
Compound Die |
Transfer Die |
|---|---|---|
|
Operations |
Multiple operations (single stroke). Very limited to design. |
Multiple operations (transfer between stations). Any operation process is possible. |
|
Stations |
One station |
Multiple stations |
|
Complexity |
Low to medium |
High complexity |
|
Mold testing and set up |
Difficult. The testing time increases as the number of operations performed in the same die also increases. |
Usually easier than progressive, but requires transfer and lifting devices that are also complex to design. |
|
Efficiency |
Low, given the higher maintenance and reparation times. For high volumes, it is recommended a feeding system or the use of a multi-station die. |
High. Usually, the cycle time is slower than progressive given the required transfer operations. |
|
Cost |
Medium tooling cost, medium part unit cost |
Normally higher tooling and unit cost than progressive |
|
Production volume |
Medium to high volume |
High volume (appropriate for mass production) |
|
Suitability |
Simple part design |
Larger and/or concave parts, complex parts |
|
Material utilization rate |
Moderate to high |
Moderate to high |
|
Blanking or cut-off operation |
1 stroke |
The first operation |
IV. Differences Between Press-to-Press Transfer and Transfer Die
| Press-to-press Transfer, which can be referred also as automated tandem die system, is the use of multiple simple dies, each one on a different press, to perform different operations with automatic transfer mechanisms, such as robotic arms to move the part from one press to the other. Compared to transfer dies that perform many operations within the same die, press-to-press transfer is more suitable for very big parts, otherwise it will not be efficient given the huge amount of space needed and the high upfront cost of installing multiple presses and the transfer system. Below you can find a table where press-to-press and transfer dies are compared taking considerations of different features such as efficiency, price, complexity, maintenance, etc. | 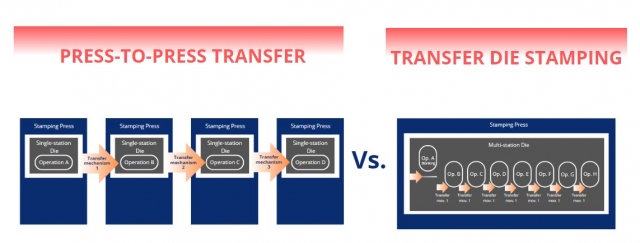 |
|
Feature |
Press-to-press Transfer |
Transfer Die |
|---|---|---|
|
Operations |
Multiple operations (typically one operation per die per press). Transfer system to move the parts between presses needed. |
Multiple operations (transfer between stations). Almost any operation process is possible. |
|
Stations |
Single-station dies on each press. |
Multiple stations |
|
Complexity |
Low complexity for dies. High complexity for the transfer system. |
High complexity for both tooling and transfer systems. |
|
Mold testing and set up |
High testing and installation time to achieve optimal parts movement coordination. |
High testing and installation time to achieve optimal parts movement coordination. |
|
Efficiency |
High for very large parts |
High |
|
Cost |
Very high upfront cost because of the use of multiple presses and the transfer system so the unit price can be low. |
High tooling cost but low unit price. |
|
Production volume |
High (appropriate for mass production of large parts) |
High |
|
Suitability |
Suitable for very large parts |
Very suitable for high complexity parts or cup shaped parts |
|
Material utilization rate |
Moderate to high |
Moderate to high |
|
Blanking or cut-off operation |
The first operation |
The first operation |
What Are the Advantages of Transfer Dies?
Transfer die stamping, compared to other commonly used metal forming techniques, has several advantages, especially when we are considering a large number of complex parts.
- High Efficiency: Transfer die stamping is recommended and suitable for large quantities or mass production of parts progressive dies cannot achieve, given the high production rate and low defective rate.
- Consistent Quality: enable highly accurate production, ensuring that critical measurements and key features meet the required tolerances across thousands or even millions of parts manufactured.
- Suitable for Complex Parts: It allows forming very complex shapes from a metal blank, allowing bending, drawing, blanking, piercing, etc. It is especially effective drawing parts that progressive dies cannot achieve.
- Cost Effective: Transfer dies require high upfront cost, but they allow reducing exponentially the unit cost for large quantities.
- Material Utilization: Transfer die stamping has a very high material utilization rate, since the cut-off operation happens in the beginning.
- Labor Effective: Transfer dies automate the movement between the different operations, so labor cost is reduced.
- Energy Efficient: The use of automation and efficient material utilization lowers energy use, enhancing environmental sustainability.
- Increased Security: Due to its automated processes, it minimizes the risk of accidents for the operator.
- Quick Installation and Testing time: By implementing modules, and its consistent quality, it reduces the time required for testing and tool installation, especially compared with other dies such as the compound die. Its tooling set up time is significantly lower than the press-to-press transfer system as well.
- Low Maintenance: Stamping necessitates lower maintenance compared to other forming techniques, and its modular design, along with the employment of several single-operation stations, decreases both maintenance duration and repair time.
- Compatible with after process: Processing and surface finishing treatments, including heat treatment, plating, and polishing, can be applied both before and after the stamping process.
- Space Optimization: Since many operations are performed using the same die, the need for manufacturing space is minimized. The space required is minimum if compared with the space needed to install a press-to-press transfer stamping system. Furthermore, the stamping press can be positioned at any point along the assembly line, facilitating complete automation.
What Are the Disadvantages of Transfer Dies?
- Cycle Time Slightly Higher than Progressive Die Stamping Process: The process of transferring the part from one station to the next one can add significant time.
- High Upfront Cost: The cost of tooling, added to the cost of developing the transfer system, makes transfer dies less cost-effective for smaller production runs.
- High Complexity of Tooling Design: Transfer dies require a complex tooling design, which implies the need for a high level of expertise for both design and maintenance.
- Limited Suitability for Very Small or Light Parts: Handling very small or light parts might be challenging for the transfer mechanism since it may damage the parts or fail to precisely position them for the next operation.
- Not Suitable for Prototype Development: Due to the complexity and price of the tooling and transfer mechanism, transfer dies offer less flexibility for rapid prototyping. For prototyping in the early design stages, the need for supplementary forming methods might be considered for making prototypes, such as 3D printing or CNC machining.
Stamping Process and Elements Required for Transfer Die Stamping
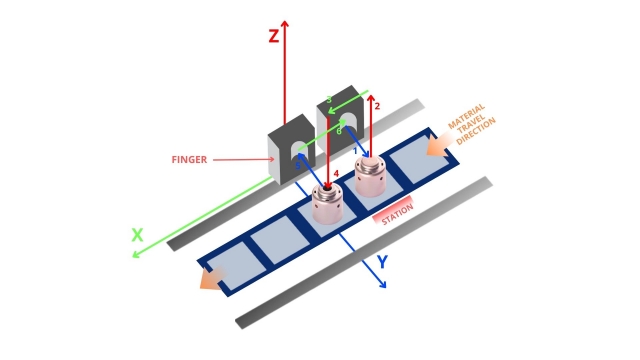 |
The stamping process of transfer dies consists of a sequence of stations that perform one single operation, such as blanking, piercing, chamfering, drawing, notching, etc., without any characteristic metal strip. For transfer dies, the continuous movement is powered by a transfer mechanism consisting of a series of fingers resting over a couple of transfer bars or rails that move through the x and y axes or the x, y, and z axes to grasp the blanks or forming parts and move them from the previous station to the next station before operating. The left diagram depicts the movement of the fingers that power the transfer dies. |
Transfer die stamping allows a high level of customization depending on the proposed part design, but most of the transfer die stamping configurations need the following common elements:
- A Transfer Die: The complexity involved in creating transfer dies is notably high, making it a task few companies can adeptly manage to produce reliable, long-lasting, and high-quality transfer dies. With years of expertise, Layana Company excels in the design and development of transfer dies. These dies are utilized in manufacturing parts for globally renowned OEMs across various sectors, including the automotive, electronics, medical, and aerospace industries, among others.
- A Stamping Press: Layana counts with a portfolio of stamping presses with capacities spanning from 25T to 300T, enabling the provision of mass production services in metal stamping to diverse international clients.
- A Feeding System: The function of the feeding system is to uncoil and flatten the raw material, and feed the strip into the die, where the blanks will be cut off on its first operation.
- A Transfer System: The transfer mechanism will move the forming parts from one station to the next one before each press stroke, and make sure the position is precise so that the dimensions of the part are kept in tolerance.
- Other key elements such as raw materials, highly qualified and experienced operators, a professional team of tooling engineers, and a quality assurance department and lab that assures adherence to the industry's highest quality standards.
The Applications of Transfer Die Stamping
 |
Transfer dies facilitate the production of many categories of parts and components that are later used as finished products, assembled into other products, or integrated with plastic through insert molding or over-molding techniques, thus creating more complex assemblies. The application of transfer die stamping is prevalent across several industries - automotive, bicycling, aerospace, medical devices, optics, electronics, and houseware.
In the automotive sector, many parts can be made by transfer dies such as cylinder heads, brackets, pump housing, brake calipers, seat frames, etc. The application of transfer die-stamped parts extends beyond these industries, and even though normally progressive dies are still preferred, transfer dies are a great option for the manufacturing of parts that, because of design constraints, progressive dies cannot achieve. |