Troquel de Transferencia: Los Secretos del Estampado de Metal Avanzado
Qué es el estampado con troquel de transferencia?
 |
El estampado con troquel de transferencia es la formación de piezas metálicas tridimensionales complejas a partir de láminas de metal utilizando matricería de estampado de transferencia o troquel de transferencia, un troquel de múltiples estaciones que ejecuta varias operaciones al mismo tiempo. Un troquel de transferencia necesita un mecanismo mecánico o neumtico complejo para mover la tira de una estación a la siguiente.
El estampado con troquel de transferencia es altamente recomendado para la producción en masa de piezas que difcilmente se logran con otras técnicas de estampado como troqueles simples, compuestos o troqueles progresivos. El estampado con troquel de transferencia es particularmente popular en la industria automotriz dada la complejidad de cada pieza, que requiere múltiples operaciones, y algunas características de embutición que no se pueden lograr con troqueles progresivos |
Qué es un troquel de transferencia?
|
|
Un troquel de transferencia es un troquel de múltiples estaciones que realiza múltiples operaciones al mismo tiempo, con un mecanismo de transferencia que posiciona automáticamente los espacios en blanco o las piezas de estampado de metal en el lugar exacto. Un troquel de transferencia combina la lgica de los troqueles progresivos y los troqueles simples.
Podríamos pensar en él como una secuencia de troqueles simples donde una capa compleja de automatización elimina el trabajo humano. El mecanismo de transferencia inherente a estos tipos de troqueles los convierte en los más sofisticados, dada la complejidad del movimiento automatizado de las piezas en formación, que requiere una alineación y sincronizacin perfectas. |
Cuál es la diferencia entre un troquel de transferencia y otros troqueles de estampado de metal?
I. Diferencias entre troquel progresivo y troquel de transferencia
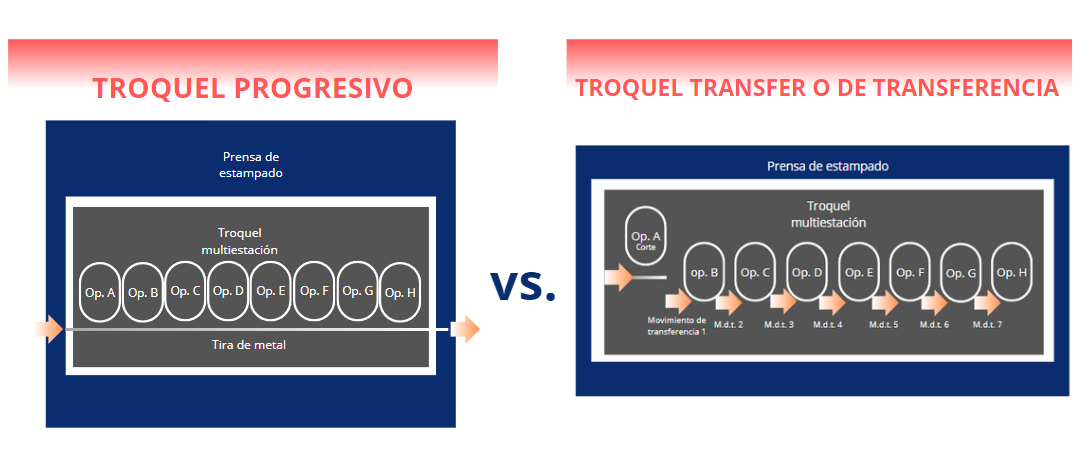 |
Ambos troqueles, progresivos y de transferencia, son troqueles de múltiples estaciones. La diferencia está en el sistema para mover los espacios en blanco o las piezas a través de la secuencia de estaciones. El movimiento del troquel progresivo reside en una tira continua y un sistema de alimentación que transporta la pieza en formación de una estación a la siguiente antes de cada golpe de prensa. El sistema de piloto ayuda a posicionar correctamente el material en el lugar correcto, asegurando una alta precisión.
Por el contrario, los troqueles de transferencia dependen de un sistema de transferencia que consiste en un conjunto de dedos descansando sobre una barra de transferencia que se mueve horizontalmente a través de los ejes X y Y, o horizontal y verticalmente a través de los ejes X, Y y Z, para mover cada pieza en formación desde la estación anterior a la siguiente antes de cada operación. Normalmente, los troqueles de transferencia pueden lograr piezas más grandes y complejas que requieren operaciones en diferentes orientaciones o operaciones de embutición más avanzadas que no pueden ser fácilmente producidas en un troquel progresivo. |
|
Característica |
Troquel progresivo |
Troquel de transferencia |
|---|---|---|
|
Operaciones |
Múltiples operaciones (secuencia). Ligeramente limitado en diseño. Algunas operaciones de embutición complejas requeriran un troquel de transferencia. |
Múltiples operaciones (transferencia entre estaciones). Casi cualquier proceso de operación es posible. |
|
Estaciones |
Múltiples estaciones |
Múltiples estaciones |
|
Complejidad |
Alta complejidad |
Alta complejidad |
|
Pruebas y configuración del molde |
Moderada. Los módulos reducen la complejidad y aumentan la eficiencia de configuración. |
Normalmente más fácil que el progresivo, pero requiere dispositivos de transferencia y elevación que también son complejos de diseñar e instalar. |
|
Eficiencia |
Muy alta |
Alta. Normalmente más lento que el progresivo dada las operaciones de transferencia requeridas. |
|
Costo |
Alto costo de la matricería, muy bajo costo por unidad |
Normalmente mayor costo de la matricería y de la unidad que el progresivo, pero también depende de la utilización del material. |
|
Volumen de producción |
Alto volumen (apropiado para la producción en masa) |
Alto volumen (apropiado para la producción en masa) |
|
Velocidad |
Muy rápido (apropiado para la producción en masa) |
Más lento en comparación con los troqueles progresivos (aún apropiado para la producción en masa ) |
|
Adecuación |
Diseños complejos |
Diseños más complejos con formas más grandes y huecas |
|
Tasa de utilización del material |
Moderada. La necesidad de pilotos y portadores puede reducir la utilización del material. Un buen diseño puede reducir altamente el desperdicio producido. |
Moderada a alta |
|
Operación de recorte o corte |
La última operación |
La primera operación |
Capacidades de transfer die de Layana
II. Diferencia entre troquel simple y troquel de transferencia
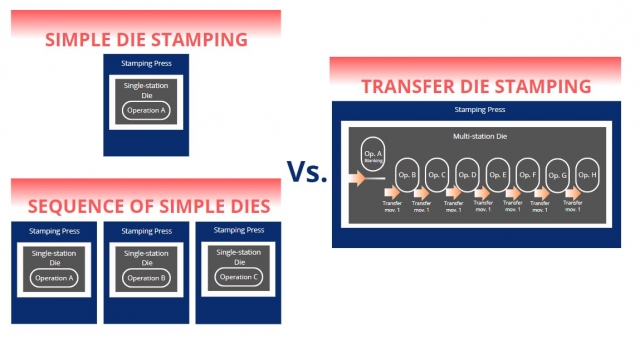
| Un troquel de transferencia podría considerarse como una mezcla entre la lgica del troquel simple y el troquel progresivo. Probablemente, la misma pieza podría lograrse a través de una secuencia de troqueles simples, pero el troquel de transferenci hará la pieza de manera mucho más eficiente y con precisión de micras, requiriendo solo una fracción del tiempo, espacio, mano de obra y material necesarios para un troquel simple, y también reduciendo el riesgo de accidentes laborales |
|
|
Características |
Troquel simple |
Troquel de transferencia |
|---|---|---|
|
Operaciones |
Operación única. Posibilidad de usar múltiples troqueles simples, pero la eficiencia será inversamente proporcional al número de troqueles requeridos. |
Múltiples operaciones (transferencia entre estaciones). |
|
Estaciones |
Una estación |
Múltiples estaciones en el mismo troquel |
|
Complejidad |
Baja complejidad |
Alta complejidad |
|
Pruebas y configuración del molde |
Fácil |
Complejo. El mecanismo de transferencia y elevación requiere sincronizacin y alineación perfectas. |
|
Eficiencia |
Baja. Solo eficiente para piezas que requieren una o un par de operaciones. |
Alta. Más lento que el progresivo dado las operaciones de transferencia requeridas. |
|
Costo |
Bajo costo de la matricería, alto costo por unidad de producción |
Alto costo de la matricería, bajo precio por unidad de producción. |
|
Volumen de producción |
Bajo volumen |
Alto volumen (apropiado para la producción en masa) |
|
Adecuación |
Diseños simplistas y simplificados |
Geometrías y diseños multifuncionales |
|
Tasa de utilización del material |
Moderada a alta. Para una pieza que requerir múltiples operaciones, una secuencia de troqueles simples tendrá una tasa de utilización de material muy baja. |
Moderada a alta. |
|
Operación de recorte o corte |
1 golpe |
La primera operación |
III. Diferencias entre troquel compuesto y troquel de transferencia
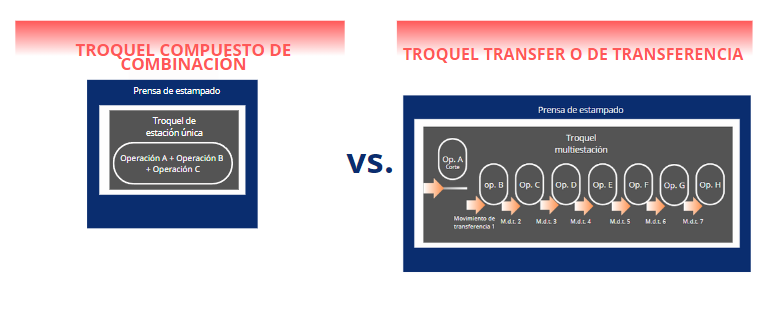 |
Cuando hablamos de troqueles compuestos, debemos hacer una distinción entre troqueles compuestos y de combinación, aunque la naturaleza de ambos es común. Cuando se realizan múltiples operaciones de corte (punzonado y recorte) dentro de un troquel de estación única, nos referimos a troqueles compuestos. Mientras tanto, los troqueles de combinación incluyen múltiples operaciones en el mismo troquel de estación única, pero no se limitan solo a operaciones de corte
Los troqueles compuestos (o de combinación) y los troqueles de transferencia pueden considerarse enfoques opuestos, donde los troqueles de transferencia superan exponencialmente a los troqueles compuestos en eficiencia y el nivel de complejidad de las piezas que pueden lograr. Además, los compuestos y las combinaciones ofrecen posibilidades de conformado muy limitadas debido a la limitación de una sola estación |
|
Característica |
Troquel compuesto |
Troquel de transferencia |
|---|---|---|
|
Operaciones |
Múltiples operaciones (un solo golpe). Muy limitado en diseño. |
Múltiples operaciones (transferencia entre estaciones). Cualquier proceso de operación es posible. |
|
Estaciones |
Una estación |
Múltiples estaciones |
|
Complejidad |
Baja a media |
Alta complejidad |
|
Pruebas y configuración del molde |
Difícil. El tiempo de prueba aumenta a medida que aumenta el número de operaciones realizadas en el mismo troquel. |
Normalmente más fácil que el progresivo, pero requiere dispositivos de transferencia y elevación que también son complejos de diseñar. |
|
Eficiencia |
Baja, dado los mayores tiempos de mantenimiento y reparación. Para volúmenes altos, se recomienda un sistema de alimentación o el uso de un troquel de múltiples estaciones |
Alta. Normalmente, el tiempo de ciclo es más lento que el progresivo dado las operaciones de transferencia requeridas. |
|
Costo |
Costo medio de la matricería, costo medio por unidad |
Normalmente mayor costo de la matricería y por unidad que el progresivo |
|
Volumen de producción |
Volumen medio a alto |
Alto volumen (apropiado para la producción en masa) |
|
Adecuación |
Diseño de piezas simples |
Piezas más grandes y/o cóncavas, piezas complejas |
|
Tasa de utilización del material |
Moderada a alta |
Moderada a alta |
|
Operación de recorte o corte |
1 golpe |
La primera operación |
IV. Diferencias entre transferencia de prensa a prensa y troquel de transferencia
| La Transferencia de Prensa a Prensa, que también se puede denominar sistema de troquel en tndem automatizado, es el uso de múltiples troqueles simples, cada uno en una prensa diferente, para realizar diferentes operaciones con mecanismos de transferencia automáticos, como brazos robóticos para mover la pieza de una prensa a otra. En comparación con los troqueles de transferencia que realizan muchas operaciones dentro del mismo troquel, la transferencia de prensa a prensa es más adecuada para piezas muy grandes, de lo contrario no será eficiente dada la gran cantidad de espacio necesario y el alto costo inicial de instalar múltiples prensas y el sistema de transferencia. A continuación, se encuentra una tabla donde se comparan las transferencias de prensa a prensa y los troqueles de transferencia tomando en consideración diferentes características como eficiencia, precio, complejidad, mantenimiento, etc. |  |
|
Característica |
Transferencia de prensa a prensa |
Troquel de transferencia |
|---|---|---|
|
Operaciones |
Múltiples operaciones (típicamente una operación por troquel por prensa). Se necesita un sistema de transferencia para mover las piezas entre prensas. |
Múltiples operaciones (transferencia entre estaciones). Casi cualquier proceso de operación es posible. |
|
Estaciones |
Troqueles de estación única en cada prensa. |
Múltiples estaciones |
|
Complejidad |
Baja complejidad para troqueles. Alta complejidad para el sistema de transferencia. |
Alta complejidad tanto para matricería como para sistemas de transferencia. |
|
Pruebas y configuración del molde |
Alto tiempo de prueba e instalación para lograr una coordinación óptima del movimiento de las piezas. |
Alto tiempo de prueba e instalación para lograr una coordinación óptima del movimiento de las piezas. |
|
Eficiencia |
Alta para piezas muy grandes |
Alta |
|
Costo |
Costo inicial muy alto debido al uso de múltiples prensas y el sistema de transferencia, por lo que el precio por unidad puede ser bajo. |
Alto costo de la matricería, pero bajo precio por unidad. |
|
Volumen de producción |
Alto (apropiado para la producción en masa de piezas grandes) |
Alto |
|
Adecuación |
Adecuado para piezas muy grandes |
Muy adecuado para piezas de alta complejidad o en forma de taza |
|
Tasa de utilización del material |
Moderada a alta |
Moderada a alta |
|
Operación de recorte o corte |
La primera operación |
La primera operación |
Cuáles son las ventajas de los troqueles de transferencia?
El estampado con troquel de transferencia, en comparación con otras técnicas de conformado de metales comúnmente utilizadas, tiene varias ventajas, especialmente cuando se considera un gran número de piezas complejas.
- Alta eficiencia: El estampado con troquel de transferencia es recomendado y adecuado para grandes cantidades o producción en masa de piezas que los troqueles progresivos no pueden lograr, dado su alta tasa de producción y bajo índice de defectos.
- Calidad consistente: Permite una producción altamente precisa, asegurando que las medidas críticas y las características clave cumplan con las tolerancias requeridas en miles o incluso millones de piezas fabricadas.
- Adecuado para piezas complejas: Permite la formación de formas muy complejas a partir de una lámina de metal, permitiendo doblado, embutición, recorte, punzonado, etc. Es especialmente efectivo para embutir piezas que los troqueles progresivos no pueden lograr.
- Rentable: Los troqueles de transferencia requieren un alto costo inicial, pero permiten reducir exponencialmente el costo por unidad para grandes cantidades.
- Utilización del material: El estampado con troquel de transferencia tiene una tasa de utilización del material muy alta, ya que la operación de recorte se realiza al principio
- Eficiencia laboral: Los troqueles de transferencia automatizan el movimiento entre las diferentes operaciones, por lo que se reduce el costo laboral.
- Eficiencia energética: El uso de la automatización y la alta utilización del material reduce el consumo de energía, mejorando la sostenibilidad ambiental.
- Mayor seguridad: Debido a sus procesos automatizados, minimiza el riesgo de accidentes para el operador.
- Tiempo rápido de instalación y prueba: Al implementar módulos y su calidad consistente, se reduce el tiempo necesario para las pruebas y la instalación de matricería, especialmente en comparación con otros troqueles como el compuesto. Su tiempo de configuración de matricería es significativamente menor que el del sistema de transferencia de prensa a prensa.
- Bajo mantenimiento: El estampado requiere menos mantenimiento en comparación con otras técnicas de conformado, y su diseño modular, junto con el uso de varias estaciones de operación única, disminuye tanto la duración del mantenimiento como el tiempo de reparación.
- Compatible con procesos posteriores: Los tratamientos de procesamiento y acabado superficial, incluidos el tratamiento térmico, el recubrimiento y el pulido, se pueden aplicar tanto antes como después del proceso de estampado.
- Optimización del espacio: Dado que muchas operaciones se realizan utilizando el mismo troquel, se minimiza la necesidad de espacio de fabricación. El espacio requerido es mínimo en comparación con el espacio necesario para instalar un sistema de estampado con transferencia de prensa a prensa. Además, la prensa de estampado se puede colocar en cualquier punto a lo largo de la línea de ensamblaje, facilitando la automatización completa.
Cuáles son las desventajas de los troqueles de transferencia?
- Tiempo de ciclo ligeramente mayor que el proceso de estampado con troquel progresivo: El proceso de transferir la pieza de una estación a la siguiente puede agregar un tiempo significativo
- Alto costo inicial: El costo de la matricería, sumado al costo de desarrollar el sistema de transferencia, hace que los troqueles de transferencia sean menos rentables para producciones más pequeñas.
- Alta complejidad en el diseño de matricería: Los troqueles de transferencia requieren un diseño de matricería complejo, lo que implica la necesidad de un alto nivel de experiencia tanto para el diseño como para el mantenimiento
- Adecuación limitada para piezas muy pequeñas o ligeras: Manipular piezas muy pequeñas o ligeras puede ser un desafío para el mecanismo de transferencia, ya que podría daar las piezas o no posicionarlas con precisión para la siguiente operación
- No adecuado para el desarrollo de prototipos: Debido a la complejidad y el costo de las matricería y el mecanismo de transferencia, los troqueles de transferencia ofrecen menos flexibilidad para el prototipado rápido. Para el prototipado en las primeras etapas del diseño, se podría considerar el uso de métodos de conformado complementarios como la impresión 3D o el mecanizado CNC.
Proceso de estampado y elementos requeridos para el estampado con troquel de transferencia
 |
El proceso de estampado con troqueles de transferencia consiste en una secuencia de estaciones que realizan una sola operación, como recorte, punzonado, biselado, embutición, muescado, etc., sin ninguna tira de metal característica. Para los troqueles de transferencia, el movimiento continuo es impulsado por un mecanismo de transferencia que consiste en una serie de dedos descansando sobre un par de barras o rieles de transferencia que se mueven a través de los ejes x e y o los ejes x, y y z para agarrar los espacios en blanco o las piezas en formación y moverlas desde la estación anterior a la siguiente estación antes de operar. El diagrama facilitado muestra el movimiento de los dedos que impulsan los troqueles de transferencia. |
El estampado con troquel de transferencia permite un alto nivel de personalización según el diseño propuesto de la pieza, pero la mayoría de las configuraciones de estampado con troquel de transferencia necesitan los siguientes elementos comunes:
- Un troquel de transferencia: La complejidad involucrada en la creación de troqueles de transferencia es notablemente alta, lo que convierte esta tarea en algo que pocas empresas pueden manejar hbilmente para producir troqueles de transferencia confiables, duraderos y de alta calidad. Con años de experiencia, Layana Company sobresale en el diseño y desarrollo de troqueles de transferencia. Estos troqueles se utilizan en la fabricación de piezas para OEMs de renombre mundial en varios sectores, incluidos los de automoción, electrónica, dispositivos médicos y aeroespacial, entre otros.
- Una prensa de estampado: Layana cuenta con un portafolio de prensas de estampado con capacidades que van desde 25T hasta 300T, lo que permite proporcionar servicios de producción en masa en estampado de metales a diversos clientes internacionales
- Un sistema dea: La función del sistema de alimentación es desenrollar y aplanar la materia prima, y alimentar la tira en el troquel, donde se cortarn los espacios en blanco en su primera operación
- Un sistema de transferencia: El mecanismo de transferencia mover las piezas en formación de una estación a la siguiente antes de cada golpe de prensa, y se asegurará de que la posición sea precisa para que las dimensiones de la pieza se mantengan dentro de las tolerancias
- Otros elementos clave como materias primas, operadores altamente cualificados y experimentados, un equipo profesional de ingenieros de matricería y un departamento y laboratorio de aseguramiento de la calidad que garantiza el cumplimiento de los más altos estándares de calidad de la industria.
Las aplicaciones del estampado con troquel de transferencia
 |
Los troqueles de transferencia facilitan la producción de muchas categorías de piezas y componentes que luego se utilizan como productos terminados, se ensamblan en otros productos o se integran con plástico a través de técnicas de moldeo por inserción o sobremoldeo, creando así ensamblajes más complejos. La aplicación del estampado con troquel de transferencia es frecuente en varias industrias: automoción, ciclismo, aeroespacial, dispositivos médicos, óptica, electrónica y artículos para el hogar.
En el sector automotriz, se pueden fabricar muchas piezas con troqueles de transferencia, como culatas, soportes, carcasas de bombas, calipers de frenos, marcos de asientos, etc. La aplicación de piezas estampadas con troqueles de transferencia se extiende más allá de estas industrias, y aunque normalmente se prefieren los troqueles progresivos, los troqueles de transferencia son una gran opción para la fabricación de piezas que, debido a restricciones de diseño, los troqueles progresivos no pueden lograr |