Sobremoldeo –
Soluciones avanzadas de moldeo multimaterial
Layana ofrece sobremoldeo avanzado y fabrica componentes intramolde altamente complejos mediante estampado metálico y moldeo por inyección de plástico, ambos realizados internamente. Desde el prototipado inicial hasta la producción en masa, entregamos soluciones personalizadas de alto rendimiento adaptadas a sus especificaciones exactas.

Navegación Ir a una sección
La ventaja de fabricación híbrida de Layana
Con más de cuatro décadas de experiencia en fabricación, Layana integra estampado, premoldeo, sobremoldeo, ensamblaje y postprocesado bajo un mismo techo, ofreciendo un control de proceso más estricto, plazos más cortos y cadenas de suministro simplificadas.
Integración bajo un solo techo
Estampado → premoldeo → sobremoldeo → ensamblaje/postprocesado → pruebas. Menos proveedores, menos transferencias, control de proceso más estricto. Nuestro proceso de fabricación totalmente integrado garantiza una cadena de suministro ágil, eficiente y robusta.
Conocimiento de metal + plástico
Codiseño de leadframes estampados, busbars y terminales con interfaces plásticas para lograr resistencia estructural, distancias de fuga/aislamiento, alivio de tensión y sellado en un solo flujo.
Enfoque en la fiabilidad
Documentación de nivel automotriz, preparación PPAP/APQP y retroalimentación en lazo cerrado desde la metrología hasta los parámetros de moldeo. Certificación IATF 16949, múltiples normas ISO y Green Factory.
Velocidad con disciplina
Rutas rápidas de herramental y lotes piloto, respaldados por ventanas de proceso, seguimiento de capacidad y trazabilidad completa, desde el prototipado hasta la producción en masa a escala.
Ejemplos de aplicaciones de sobremoldeo fabricadas por Layana
Desde sistemas de potencia para EV hasta productos de consumo, Layana ha suministrado piezas sobremoldeadas complejas para industrias exigentes con una amplia gama de combinaciones de materiales.

Bobina sobremoldeada
Componente para máquina dispensadora de bebidas. TPU

Puerto de carga para EV
Conector de carga para vehículo eléctrico con refuerzo estructural. Nylon reforzado

Juego de cubiertos
Utensilios de consumo aptos para alimentos con mangos ergonómicos. ABS grado alimentario

Carcasa de transductor
Aplicación LED automotriz con insertos visibles. Nylon reforzado

Carcasa de cerradura inteligente
Carcasa para electrónica de consumo con ajuste preciso. Plástico TP

Carcasa de módulo de potencia
Carcasa electrónica con conectores y pines. PBT reforzado
La experiencia interna de Layana en electrónica de potencia para EV incluye busbars integrados que estampamos internamente con troqueles progresivos y luego integramos y sobremoldeamos, logrando reducción de peso, menos pasos de ensamblaje, montaje modular y ahorros de costo significativos.

Comprobado en industrias exigentes
Layana atiende sectores donde la precisión multimaterial, el desempeño sin defectos y la eficiencia de la cadena de suministro son críticos para el éxito.
Automotive & EV
Conectores, electrónica de potencia, busbars y conjuntos con leadframes integrados conforme a IATF 16949.
Electrónica
Moldeo por inserción de terminales, encapsulado de leadframes, carcasas y conjuntos multimaterial de precisión.
Médico
Componentes miniatura sin defectos que requieren integridad del material, precisión dimensional y compatibilidad con LSR.
Industrial & Power
Componentes robustos de alto ciclo donde la reducción de peso, la resistencia ambiental y la eficiencia de costos determinan la decisión.
¿Qué es el proceso de sobremoldeo?
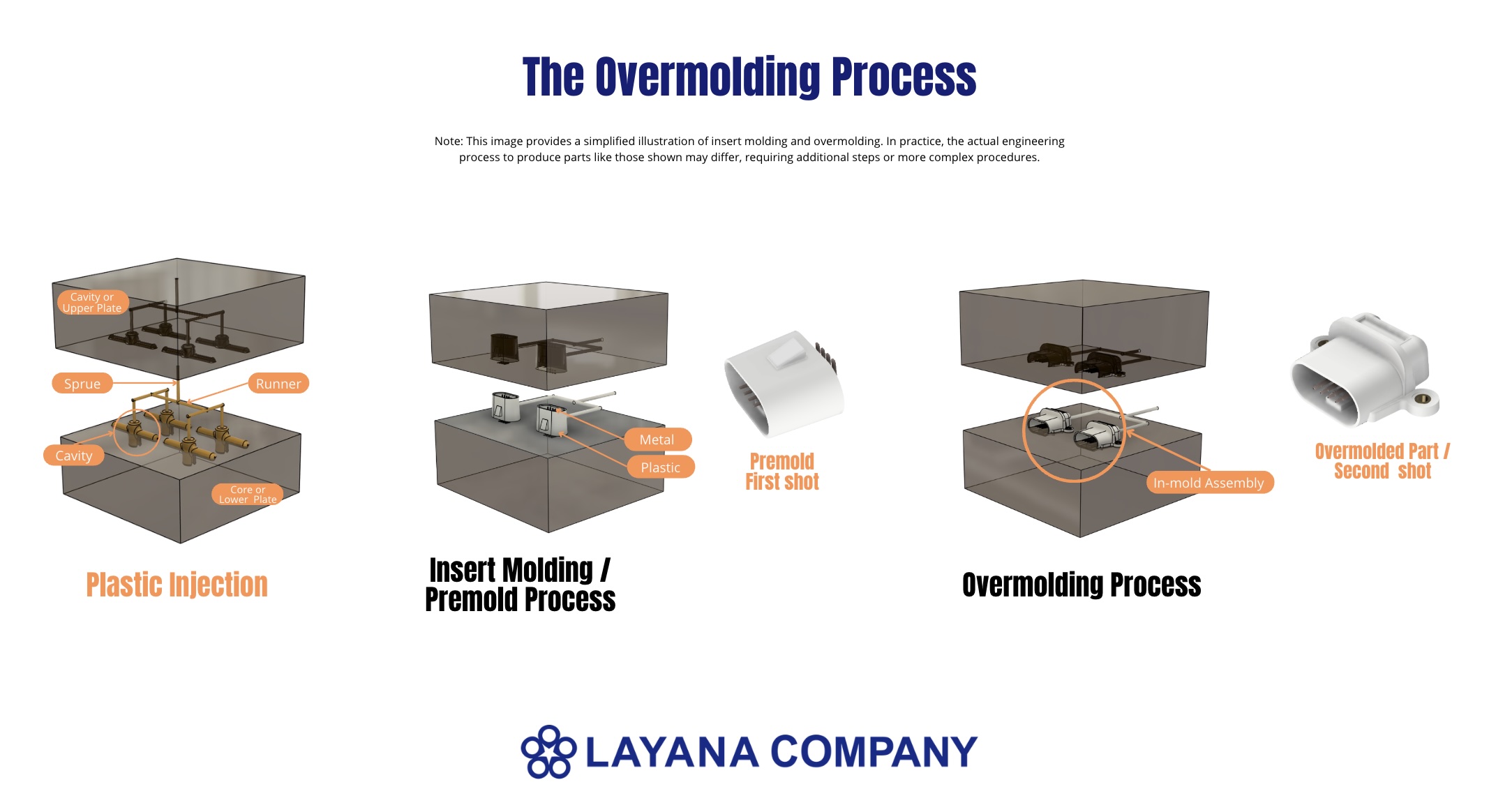
El proceso de sobremoldeo es una técnica avanzada de moldeo por inyección de plástico que integra dos o más materiales en un único componente multifuncional mediante la inyección secuencial de varios materiales plásticos.
El proceso normalmente comienza con un premoldeo (sustrato) formado a partir de una resina plástica, donde pueden colocarse insertos metálicos o subconjuntos intramolde. Una segunda inyección introduce otra resina plástica sobre o alrededor de este sustrato, encapsulándolo. La resina secundaria puede diferir del material inicial e incorporar funciones adicionales, asegurando durabilidad y una funcionalidad mejorada.
Moldeo por inserción es una forma especializada de sobremoldeo en la que un metal preformado u otro sustrato (el inserto) se incrusta dentro del plástico durante el proceso de moldeo, creando una unión fuerte entre los materiales.
Por ejemplo, al fabricar sensores con terminales integrados, los terminales se conforman primero mediante estampado metálico progresivo. Después, la carcasa se sobremoldea sobre los terminales usando inyección multitiro, creando una conexión segura que mejora tanto la integridad estructural como la fiabilidad eléctrica.
TPE / TPU — excelente elasticidad y flexibilidad; muy utilizado en mangos, botones y zonas de agarre.
LSR (silicona líquida) — resistente a altas temperaturas y a productos químicos; usado en aplicaciones automotrices, electrónicas y médicas.
PC, ABS, PA / GF-PA, PBT, PPS — plásticos de ingeniería que ofrecen combinaciones de resistencia al impacto, desempeño eléctrico y estabilidad dimensional.
PP, PC/ABS — ligeros, resistentes a químicos y versátiles; usados en carcasas, envases y productos de consumo.
Materiales compatibles
Tipos de procesos de sobremoldeo
Desde ciclos de dos disparos en el mismo molde hasta flujos secuenciales de premoldeo + sobremoldeo, Layana soporta toda la gama de tecnologías de moldeo multimaterial.
Ventajas del sobremoldeo
El moldeo multimaterial ofrece una combinación única de beneficios estructurales, funcionales, estéticos y económicos, lo que lo convierte en la solución preferida para aplicaciones OEM exigentes.
Montaje optimizado y reducción de costos
Integrar materiales durante el moldeo reduce etapas de ensamblaje, disminuye costos laborales, minimiza errores y acelera la producción. Permite un ensamblaje modular para OEM.
Cadena de suministro simplificada
Menos piezas significan menor dependencia de múltiples proveedores. La capacidad bimaterial de Layana elimina la necesidad de proveedores separados de estampado metálico, inyección plástica y ensamblaje en un solo socio.
Mejor estética y flexibilidad de diseño
Combinación de colores, texturas y materiales en una sola pieza. Los diseñadores pueden crear formas ergonómicas y superficies soft-touch sin pasos de ensamblaje adicionales.
Mejor ergonomía y experiencia de uso
El sobremoldeo añade superficies blandas y cómodas a los productos, mejorando el agarre y la usabilidad en herramientas y electrónica de consumo sin ensamblaje adicional.
Mayor unión y durabilidad
Encapsular componentes dentro del plástico crea una estructura unificada que evita los puntos débiles típicos de adhesivos o fijaciones, soportando mejor el esfuerzo y las condiciones severas.
Reducción de peso
Combinar varios componentes en una sola pieza moldeada elimina fijaciones adicionales y da lugar a productos más ligeros. Es especialmente beneficioso para aplicaciones automotrices, EV y aeroespaciales.
Resistencia ambiental e impermeabilidad
El encapsulado protege componentes sensibles frente a humedad, polvo y químicos. El sobremoldeo también es una solución rentable para impermeabilizar un componente.
Aislamiento eléctrico y apantallamiento
Los materiales con propiedades aislantes o de apantallamiento se integran directamente en el diseño del producto, algo vital para aplicaciones electrónicas y de potencia.
Amortiguación de vibración y ruido
Una capa blanda sobremoldeada actúa como amortiguador, absorbiendo golpes y vibraciones. Es especialmente valiosa en fabricación automotriz y electrónica de consumo.
Precisión y consistencia
Los procesos de moldeo ofrecen alta repetibilidad, asegurando una colocación precisa de componentes y una calidad constante frente al ensamblaje manual.
Capacidades de miniaturización
Destaca en la producción de piezas pequeñas y complejas con componentes integrados, algo crucial para dispositivos compactos en electrónica de consumo y equipos médicos.
Sostenibilidad y eficiencia de material
Al reducir el desperdicio de material y el consumo de energía, estas técnicas apoyan los objetivos de sostenibilidad mientras optimizan el uso de material durante toda la producción.


Consideraciones clave para un proceso de sobremoldeo exitoso
La selección de materiales, las propiedades de adhesión y el control del proceso son los tres pilares de una pieza sobremoldeada fiable. Acertar en esto antes de iniciar el herramental evita fallos costosos aguas abajo.
Selección de materiales
-
Compatibilidad térmica: La temperatura de conformado del sustrato debe mantenerse estable durante el segundo ciclo de inyección. El control del proceso asegura que solo la superficie se ablande para lograr una adhesión adecuada.
-
Compatibilidad química: Los materiales interno y externo deben ser químicamente compatibles para formar una unión fiable. Los materiales incompatibles provocan pelado o delaminación con el tiempo.
-
Proceso de verificación: La compatibilidad se verifica mediante ensayos de adhesión o tablas de compatibilidad de materiales antes de cerrar la selección final, para mitigar riesgos.
Propiedades de adhesión
-
Factores que influyen en la adhesión: Una adhesión fuerte requiere alta afinidad química, preparación superficial optimizada y condiciones de moldeo bien ajustadas. Los materiales con polaridad similar se adhieren mejor.
-
Riesgos de una adhesión deficiente: Una selección de material inadecuada o una preparación superficial insuficiente provocan pelado, delaminación o fallo total de la pieza, afectando tanto la calidad estética como el desempeño funcional.
-
Técnicas de mejora: Precalentar el sustrato, aplicar primers e integrar características mecánicas como socavados o superficies texturizadas puede mejorar significativamente la resistencia de unión.
Durante la fase de diseño se utiliza una tabla de compatibilidad de unión química para materiales de sobremoldeo con el fin de confirmar que el sustrato elegido y las resinas de sobremoldeo (ABS, PA6, PBT, PC, TPE, TPU, LSR y otras) formarán uniones fuertes y duraderas bajo condiciones de producción. Confirme siempre la compatibilidad antes de comprometerse con el herramental.
Matriz de compatibilidad de unión química
Esta matriz sigue ahora el mismo lenguaje visual de encabezado azul, filas cebra y tabla desplazable utilizado en la página de referencia, manteniendo además una primera columna fija para facilitar la lectura de todo el conjunto de materiales.
| Material | ABS | ASA | CA | EVA | PA6 | PA66 | PBT | PC | PE | PET | PMMA | POM | PP | PPO mod. | PS | PSU | SAN | TPE | TPU | EPDM | NR/SBR | SBR | LSR |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ABS | Alta | Alta | Alta | Ninguna | Ninguna | Ninguna | Alta | Alta | Ninguna | Alta | Alta | Ninguna | Ninguna | Media | Media | Ninguna | Alta | Baja | Media | Ninguna | Ninguna | Ninguna | Ninguna |
| ABS/PC | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Baja | Media | Ninguna | Ninguna | Ninguna | Ninguna |
| ASA | Alta | Alta | Alta | Alta | Ninguna | Ninguna | Ninguna | Media | Ninguna | Ninguna | Media | Ninguna | Ninguna | Media | Media | Ninguna | Alta | Ninguna | Alta | Ninguna | Ninguna | Ninguna | Ninguna |
| CA | Alta | Alta | Alta | Baja | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Media | Media | Ninguna | Alta | Ninguna | Alta | Ninguna | Ninguna | Ninguna | Ninguna |
| EVA | Ninguna | Alta | Baja | Alta | Ninguna | Ninguna | Ninguna | Ninguna | Alta | Ninguna | Ninguna | Ninguna | Alta | Ninguna | Alta | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna |
| PA 6 | Ninguna | Ninguna | Ninguna | Ninguna | Alta | Alta | Ninguna | Ninguna | Baja | Ninguna | Ninguna | Baja | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Baja | Media | Baja | Baja | Baja | Alta |
| GF PA6 | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Media | Media | Ninguna | Ninguna | Ninguna | Ninguna |
| PA 66 | Ninguna | Ninguna | Ninguna | Ninguna | Media | Alta | Alta | Media | Baja | Ninguna | Ninguna | Baja | Ninguna | Ninguna | Media | Ninguna | Ninguna | Baja | Media | Baja | Baja | Baja | Alta |
| GF PA66 | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Media | Media | Ninguna | Ninguna | Ninguna | Ninguna |
| PA 6.12 | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Alta | Ninguna | Ninguna | Ninguna |
| GF 6.12 | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Media | Media | Ninguna | Ninguna | Ninguna | Ninguna |
| PBT | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Alta | Alta | Alta | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Baja | Ninguna | Ninguna | Media | Media | Alta | Baja | Baja | Alta |
| PC | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Baja | Media | Alta | Alta | Media | Ninguna | Ninguna | Ninguna | Media |
| PC/PBT | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Alta | Media | Ninguna | Ninguna | Ninguna | Alta |
| PE | Media | Media | Media | Alta | Baja | Baja | Ninguna | Media | Media | Ninguna | Baja | Baja | Media | Ninguna | Media | Ninguna | Ninguna | Baja | Baja | Ninguna | Ninguna | Ninguna | Ninguna |
| PET | Alta | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Media | Ninguna | Media | Ninguna | Ninguna | Ninguna | Ninguna | Alta | Baja | Baja | Ninguna | Ninguna | Ninguna | Ninguna |
| PMMA | Media | Media | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Baja | Ninguna | Alta | Ninguna | Ninguna | Ninguna | Baja | Ninguna | Media | Ninguna | Media | Ninguna | Ninguna | Ninguna | Ninguna |
| POM | Media | Media | Ninguna | Ninguna | Baja | Baja | Ninguna | Ninguna | Baja | Media | Ninguna | Alta | Baja | Ninguna | Media | Ninguna | Media | Baja | Media | Ninguna | Ninguna | Ninguna | Ninguna |
| PPP | Media | Media | Media | Alta | Baja | Baja | Ninguna | Media | Media | Ninguna | Baja | Baja | Media | Baja | Media | Ninguna | Media | Baja | Baja | Ninguna | Ninguna | Ninguna | Media |
| PPO mod. | Media | Media | Media | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Baja | Alta | Alta | Ninguna | Alta | Baja | Baja | Ninguna | Ninguna | Ninguna | Ninguna |
| PPE mod. | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Alta | Alta | Alta | Ninguna |
| PS | Media | Media | Media | Alta | Media | Media | Ninguna | Media | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Alta | Alta | Ninguna | Media | Baja | Baja | Ninguna | Ninguna | Ninguna | Ninguna |
| PSU | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Alta | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Alta | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna |
| Rigid PVC | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Baja | Alta | Ninguna | Ninguna | Ninguna | Ninguna |
| SAN | Alta | Alta | Alta | Ninguna | Ninguna | Ninguna | Alta | Alta | Ninguna | Ninguna | Ninguna | Media | Ninguna | Media | Media | Ninguna | Alta | Baja | Alta | Ninguna | Ninguna | Ninguna | Ninguna |
| TPE | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Media | Alta | Ninguna | Media | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna |
| TPU | Alta | Alta | Alta | Ninguna | Alta | Alta | Ninguna | Alta | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Media | Media | Ninguna | Alta | Ninguna | Alta | Ninguna | Ninguna | Ninguna | Ninguna |
| EPDM | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Alta | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Alta | Ninguna | Ninguna | Ninguna |
| NR | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Alta | Ninguna | Ninguna |
| SBR | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Alta | Ninguna |
| LSR | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Ninguna | Alta |
Capacidades integradas de Layana
Estampado metálico interno
Estampado con troquel progresivo de leadframes, busbars y terminales codiseñados con interfaces plásticas para una integración óptima.
Fabricación interna de moldes
Diseño, fabricación y mantenimiento integral de moldes, con una transición fluida desde herramentales blandos hasta duros para una producción eficiente y escalable.
Automatización y manipulación robótica
Inspección automatizada en línea, sistemas de trazabilidad e integración fluida del moldeo por inyección en líneas de subensamblaje o ensamblaje completo.
Metrología y sistema de calidad
CMM, escaneo 3D, ensayos de adhesión/despegue, ingreso IP, pruebas dieléctricas y de par/tracción. Preparación APQP/PPAP de nivel automotriz y SPC.
Sobremoldeo vs. moldeo por inserción: diferencias clave
Estos dos procesos se usan a menudo de forma simultánea en el mismo producto; el moldeo por inserción suele servir como premoldeo de la primera inyección dentro de un proceso global de sobremoldeo. Comprender la diferencia ayuda a los OEM a seleccionar la estrategia de fabricación óptima.

| Característica | Moldeo por inserción | Sobremoldeo |
|---|---|---|
| Definición | Un sustrato preformado, normalmente de metal, cerámica u otro material no plástico, se posiciona con precisión en el molde antes de la inyección del plástico. El plástico fundido fluye alrededor del inserto para formar una unión fuerte y permanente. | Un material, normalmente una resina plástica, se moldea sobre otro material o componente para crear una pieza única e integrada. Puede lograrse mediante una o varias inyecciones de resina, incorporando potencialmente ensamblaje intramolde. |
| Posicionamiento de componentes | Los sustratos preformados (insertos) se ubican con precisión en la cavidad del molde antes de la inyección del plástico, asegurando encapsulado completo y unión segura. | Durante la primera inyección se forma un sustrato plástico con los componentes adicionales posicionados con precisión. Las inyecciones posteriores encapsulan o se unen al sustrato para lograr una integración multimaterial completa. |
| Etapas del proceso | Proceso de una sola inyección: el inserto se coloca en el molde y luego queda encapsulado por el plástico inyectado en un único ciclo. | Generalmente es un proceso secuencial: una o varias primeras inyecciones crean el sustrato (con o sin insertos preposicionados), seguidas de una o más inyecciones de sobremoldeo. En ocasiones puede realizarse en un solo molde con múltiples disparos. |
| Aplicaciones | Ideal para integrar elementos funcionales no plásticos (insertos roscados, conectores, sensores) y mejorar la resistencia mecánica, la conectividad eléctrica o la durabilidad. | Adecuado para componentes multifuncionales en los que la integración de materiales mejora la protección, la estética o la ergonomía, o reduce el peso o los pasos/costos de ensamblaje. Incluye empuñaduras sobremoldeadas, carcasas protectoras y capas funcionales integradas. |
| Materiales | Insertos prefabricados de metal, cerámica u otros sustratos no plásticos que deben ser encapsulados de forma segura por el plástico inyectado. | Principalmente resinas plásticas, aunque el sustrato de la primera inyección puede incorporar varios insertos o componentes. El material de sobremoldeo puede variar para aportar propiedades deseadas como tacto, durabilidad o atractivo visual. |
| Ejemplos | Carcasas de módulos de potencia con conectores metálicos integrados; carcasas de sensores con elementos cerámicos o metálicos integrados; componentes automotrices con insertos roscados incorporados. | Mangos ergonómicos con agarres sobremoldeados; carcasas protectoras para dispositivos electrónicos que incorporan busbars, leadframes o conectores; productos de consumo con capas sobremoldeadas decorativas o funcionales. |
En general, estos dos procesos se utilizan con frecuencia de manera simultánea en el mismo producto. Muchas veces, el moldeo por inserción es la técnica empleada en la primera inyección o en el premoldeo del proceso global de sobremoldeo. Por ejemplo, en cubertería: el mango plástico suele fabricarse mediante sobremoldeo, mientras que la pieza metálica fue previamente insertada en el cuerpo plástico principal.