精密沖裁服務:
全剪切、高精度金屬零件
精衝是一種精密金屬成型和切割工藝,當部件需要乾淨、平坦的壁邊緣、嚴格的尺寸重複性以及可靠的使用功能性能時使用。與傳統沖裁(通常會產生可見的斷裂區、翻轉和毛邊)不同,精沖裁使用受控的壓縮約束來在材料厚度上形成幾乎完全剪切的邊緣。這是精沖的核心工程價值:功能性切割表面減少了斷裂區域,最大限度地減少了二次精加工的需要,並且毛刺形成極少(Kalpakjian & Schmid 2014)。
導覽 跳至文章段落
OEM 為何選擇 Layana 的精密沖裁與精密製造
當原始設備製造商需要多個金屬沖壓供應商時,他們會選擇 Layana。 Layana 將內部模具、精密金屬沖壓、精沖、塑膠射出成型、嵌件成型、包覆成型和組裝支援整合到一個製造生態系統中。這使得客戶能夠評估從詢價階段到批量生產的零件可行性、加工策略、品質要求和生產可擴展性。

Layana 透過整合內部工具為需要精密金屬零件的客戶提供支持, 金屬沖壓, 精沖, 塑膠注射、嵌件成型、包覆成型和組裝,遵循 IATF 16949 一致的品質文化。對於汽車、電子、醫療設備和工業應用領域的客戶,Layana 可以幫助評估精沖、 級進模 沖壓、傳遞模具沖壓或其他製造路線最適合零件幾何、材料規格、公差要求、年產量和總成本目標。
Layana 擁有 40 多年的模具和製造經驗,為需要嚴格公差、穩定重複性以及金屬和塑膠零件整合生產支援的客戶提供支援。對於汽車和高可靠性應用,Layana 是 IATF 16949 根據汽車供應鏈所需的結構化品質、文件、可追溯性和風險控制實踐進行認證和營運。
Layana 提供了整合製造路線,減少了管理多個供應商和單獨零件生產決策的需要,從而能夠更有效地開發精密金屬和金屬塑膠零件。
Layana 特別適合需要以下功能的項目:
針對模具設計、製造、維護和生產最佳化的內部工具支援。
針對汽車和高可靠性要求的 IATF 16949 製造規範。
用於精沖、沖壓、嵌件成型或包覆成型組件的金屬和塑膠整合。
原型到批量生產的支持,幫助客戶從可行性審查轉向可擴展的製造。
台灣製造,擁有服務全球 OEM 導向專案的經驗。
涵蓋精沖、級進模沖壓、傳遞模沖壓、塑膠成型和組裝的多工藝生產能力。
RFQ 和 DFM 工程支援在模具投資之前審查圖面、公差、材料、邊緣品質要求和生產成本驅動因素。

| 類別 | 能力/規格 |
|---|---|
| 工裝經驗 | 40多年 |
| 模具開發 | 內部模具開發與製造 |
| 壓力機容量 | 25T to 300T |
| 工裝尺寸 | 最大 2,500 × 1,000 × 550 毫米 |
| 工裝重量 | 高達 1,200 公斤 |
| 材料厚度 | 0.02 mm to 6 mm |
| 耐受能力 | 高達 ±0.01 毫米 |
| 筆記 | 符合幾何形狀、材料行為、模具設計和檢查要求 |
精密沖裁為何對精密製造重要
當切割邊緣不僅具有裝飾性而且具有功能性時,精沖就很重要。在安全關鍵、承載、滑動、旋轉或組裝敏感的零件中,邊緣品質直接影響配合、疲勞性能、摩擦行為、磨損壽命和檢查驗收。因此,對於傳統沖壓造成太多邊緣斷裂或沖壓後機械加工會帶來成本、交貨時間和製程變化的零件,選擇精沖。
提高了剪切面為工作面、軸承面、滑動接觸面或組裝參考面的零件的邊緣完整性。
當零件設計和材料適合該工藝時,減少去毛邊、剃須、研磨或二次邊緣精加工的需要。
透過減少下游操作和檢查複雜性,降低大批量專案的總生產成本潛力。
精密組裝具有一致的尺寸重複性,特別是當工具、材料、沖壓參數和測量系統受到控制時。
更好地支援可能適用品質文件、可追溯性、APQP、PPAP、PFMEA、SPC 和 MSA 要求的大量生產。
什麼是精密沖裁?
精衝是一種在高壓縮約束下將切割和成形相結合的精密剪切製程。材料在切割動作之前和過程中被夾緊,同時反作用力元件從另一側支撐零件。這種受控壓力狀態可抑制斷裂擴展,並有助於在大部分或全部材料厚度上產生垂直、光滑、平坦的壁緣(Venugopal,2021)。
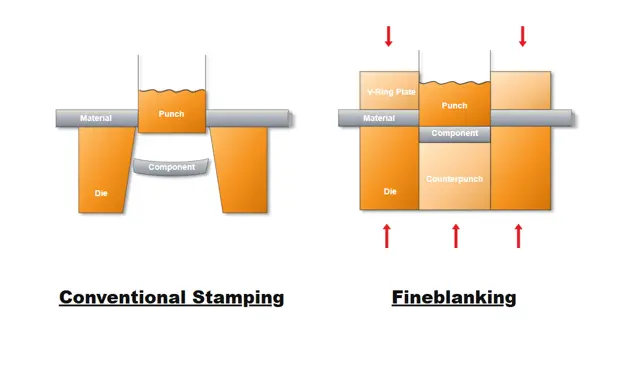
夾緊力: 將帶材或毛坯牢固地固定在模具面上,以減少切割線周圍的材料移動、翻轉和變形。 V 形環或託管特徵可用來增強此約束。
沖壓力: 驅動沖頭穿過材料,在夾具提供的約束下執行切割動作。
反作用力: 從頂出側支撐毛坯,以控制斷裂擴展並提高剪切邊緣的均勻性和平整度。
精密沖裁製程:逐步說明
由於精衝性能取決於材料特性、模具間隙、工裝條件、潤滑和沖壓參數之間的受控關係,因此應在 DFM 期間評估零件。 Layana 的模具和製造工程團隊可以審查客戶圖紙和功能要求,以確定精沖、級進模沖壓、 傳送模具 沖壓或混合製程是最適合的路線。
精密沖裁與一般沖壓、連續模沖壓、雷射切割及線切割 EDM 的比較
評估精沖的客戶通常會比較幾種製造流程。正確的選擇取決於年產量、材料規格、所需的邊緣品質、零件幾何形狀、公差、開發階段和總生產成本。
| 標準 | 精衝 | 傳統沖壓 | 級進模沖壓 | 雷射切割 | Wire EDM |
|---|---|---|---|---|---|
| 最佳用例 | 需要功能邊緣和嚴格重複性的大批量精密零件 | 可接受邊緣斷裂或計畫精加工的高速沖裁零件 | 具有多個順序操作的大批量、複雜帶材送料零件 | 中低容量扁平型材、原型和靈活的設計變更 | 超精密小批量零件、模具嵌件、原型和難加工材料 |
| 邊緣品質 | 大部分是完全剪切的平壁邊緣,斷裂區域減少 | 更多的翻轉、斷裂區域和毛刺,取決於間隙和材料 | 因車站而異;可結合沖孔、成型、壓印、彎曲 | 根據材料和應用,熱影響邊緣可能需要精加工 | 邊緣精度出色,但量產速度慢且成本高 |
| 耐受潛力 | 當設計和材料合適時非常緊; Layana 能力高達 ±0.01 mm | 中等到緊取決於模具、材料和二次加工 | 重複精度高,適合大量生產;取決於帶狀控制和站點數量 | 適合型材;取決於機器、熱量水平和材料厚度 | 低速切割精度非常高 |
| 二次加工 | 當要求與製程能力相符時,通常會減少或消除邊緣精加工 | 通常需要去毛邊、刮鬍子、研磨或邊緣精加工 | 根據功能要求,可能需要去毛邊或邊緣精加工 | 可能需要去除氧化物、去毛邊或邊緣精加工 | 通常最少的邊緣精加工,但對於大規模生產來說效率不高 |
| 體積適合 | 中到高產量,模具投資合理 | 中到非常高的音量 | 大批量、批量生產 | 原型到中等容量;對於非常大批量的單位成本效率較低 | 原型、工具製造和精密小批量 |
| 模具投資 | 透過功能優勢和減少下游操作證明更高精度的模具 | 降低模具複雜性,製造更簡單的零件 | 工裝複雜度高;大規模零件成本非常低 | 模具投資低;機器時間驅動單位成本 | 模具少,但機器時間成本高 |
| 商業決策邏輯 | 選擇何時邊緣完整性可降低整體製造風險和二次精加工成本 | 當速度和簡單形狀比邊緣功能更重要時選擇 | 選擇何時可以將多種操作整合到一個高速模具中 | 選擇何時優先考慮設計靈活性或原型製作速度 | 當精度比吞吐量更重要時選擇 |


適合精密沖裁的材料與其行為
材料行為是精沖中最重要的工程變數之一。延展性、硬度、拉伸強度、加工硬化率、晶粒方向、材料厚度、塗層類型和熱處理條件都會影響邊緣品質、刀具磨損、零件平整度和尺寸穩定性(Kalpakjian & Schmid,2014;Schey,2000;Venugopal,2021)。以下指南應被視為 DFM 起點,而不是通用保證。
| 材料組 | 常見範例 | 精沖行為 | 工程/商業票據 |
|---|---|---|---|
| 低碳鋼 | SPCC, 1008, 1010, 1018 | 由於延展性和可預測的剪切行為,通常是有利的。 | 非常適合支架、板、墊圈、固定器和功能性沖壓零件。 |
| 中/高碳鋼 | SK5 | 可以生產堅固的零件,但可能會增加工具磨損並需要更嚴格的製程控制。 | 適用於承載齒輪、離合器片和強度至關重要的機械部件。 |
| 合金鋼 | SCM440 | 行為取決於合金、硬度、熱處理和所需的邊緣品質。 | DFM 審查應確認精沖或二次精加工路線是否更經濟。 |
| 不銹鋼 | 不鏽鋼 301、不鏽鋼 304、不鏽鋼 316、不鏽鋼 430 | 可精衝,但必須考慮加工硬化和回彈。 | 適用於耐腐蝕精密零件、醫療器材零件、工業五金。 |
| 鋁合金 | 1100, 5052, 5052, 7075, 2024 | 較低的強度和較高的延展性有助於成型性;柔軟可能會產生磨損或邊緣變形的風險。 | 需要仔細注意潤滑、工具表面光潔度以及毛邊和平整度期望。 |
| 銅和黃銅 | C101、C102、C110、C122、C260、C360 | 良好的導電性和成型性;必須控制軟弱和惱人的行為。 | 與電氣端子、連接器、接觸件、母線相關零件和導電沖壓件相關。 |
| 鈦 | 二年級、五年級 | 由於高強度、回彈和加速刀具磨損而具有挑戰性;可行性是特定於應用的。 | 可考慮用於航空航天或醫療應用;需要嚴格的工程審查。 |
| 塗裝/電鍍材料 | SECC、包覆帶材、鍍錫、鍍鎳或鍍銀銅 | 塗層完整性、邊緣暴露和後處理電鍍順序都必須進行評估。 | 在適用電氣性能、耐腐蝕性或外觀要求的情況下很重要。 |
注意:並非所有材料都可以在精沖中實現相同的公差、邊緣粗糙度或毛邊狀況。能力取決於每個特定零件的材料等級、幾何形狀、厚度、模具設計。
精密沖裁在精密零件製造中的優勢
精密沖裁的限制與不一定適用的情況
精衝是一種強大的工藝,但它並不是每個扁平金屬零件的最佳選擇。
- 在進行精沖模具投資之前,雷射切割、線切割、數控加工或原型模具可能會更好地服務於非常小批量的專案。
- 極厚或高硬度的材料可能會增加成形負荷,加速模具磨損,並增加超出標準參數的可行性風險。
- 如果刀具表面設計和潤滑沒有仔細優化,非常軟的材料可能會變形、磨損或產生邊緣品質問題。
- 具有深沖壓、中空幾何形狀或廣泛的三維成型的零件通常更適合傳遞模沖壓。
- 需要以批量生產速度進行多次高速帶材進給操作的零件可能更適合級進模沖壓。
- 如果切割邊緣在功能上不重要且可以接受二次精加工,則傳統沖壓可能仍然是更經濟的製程選擇。
工業應用與高價值零件範例
| 產業 | 精衝組件範例 | 為什麼邊緣品質很重要 |
|---|---|---|
| 汽車煞車系統 | 煞車背板、煞車片支撐板、ABS感知器環、煞車桿板、駐車煞車組件 | 平整度和邊緣完整性會影響組裝配合、摩擦行為和安全關鍵可靠性。 |
| 汽車變速箱與動力總成 | 離合器板、齒輪片、變速機構板、棘輪板、止推墊圈、鏈輪相關零件 | 光滑、受控的邊緣可以減少磨損並提高可重複的機械接合。 |
| 座椅、鎖和安全裝置 | 座椅斜倚板、閂鎖板、鎖爪、扣環組件、鉸鍊板 | 功能邊緣通常與移動機構、負載路徑或鎖定功能相互作用。 |
| 電子和電氣系統 | 連接器板、屏蔽板、引線框架、接觸件、導電端子、母線相關零件 | 毛邊控制和尺寸穩定性支援自動化組裝和電氣可靠性。 |
| 醫療器材 | 手術器械毛坯、精密外殼、鎖定板、小型機械部件 | 乾淨的邊緣減少了二次精加工的負擔並支持規範應用中的一致性。 |
| 工業設備 | 閥板、泵浦板、墊片、精密墊圈、固定板、機械連桿 | 耐用的邊緣和可重複的尺寸可支援長期的機械性能。 |
| 航空航天和交通 | 控制機構板、支架、精密墊圈、輕型機械接口 | 重量、公差和邊緣可靠性對於高性能組件至關重要。 |




Layana 精密沖裁與精密製造能力
Layana 是一家經過 IATF 16949 認證的製造商,擁有 40 多年的模具和沖壓經驗、內部模具設計以及將精沖與塑膠成型連接起來的集成製造生態系統, 包覆成型和組裝。下面的能力表提供了供應商資格和詢價評估的關鍵技術和品質數據點。
| 能力 | 拉亞納細節 |
|---|---|
| 製造定位 | 經 IATF 16949 認證的製造商和供應商,為全球 OEM 導向專案提供服務。 |
| 工程經驗 | 擁有 40 多年的模具和多工位模具經驗。 |
| 內部工具 | 內部模具設計與製造;模具尺寸可達 2,500 × 1,000 × 550 mm;工具重量可達 1,200 公斤。 |
| 壓力範圍 | 25T至300T沖壓機。 |
| 材料厚度 | 0.02 毫米至 6 毫米,取決於工藝、材料、幾何形狀和模具設計。 |
| 公差能力 | 高達 ±0.01 毫米,取決於零件幾何形狀、材料行為、模具設計、沖壓條件和檢查計劃。 |
| 模具輸出 | 每月約 10 個模具組,支援快速的客戶模具專案。 |
| 品質體系 | IATF 16949 基礎,包含 APQP、PPAP、PFMEA、MSA、SPC、GR&R、控制計畫和供應商品質實務。 |
| 永續發展 | 綠色工廠認證; ISO 14064 溫室氣體報告 — 支援客戶 ESG 供應商資格認證。 |
| 相鄰行程 | 級進模沖壓、傳遞模沖壓、客製化模具、塑膠射出、嵌件成型、包覆成型和零件組裝。 |
品質保證:IATF 16949 為何重要
在汽車和其他高可靠性行業,供應商的選擇不僅僅基於生產尺寸正確的零件的能力。它還涉及文件、流程控制、風險管理、可追溯性、糾正措施和持續改進基礎設施。根據 AIAG 的說法,IATF 16949:2016 定義了汽車生產和服務零件組織的汽車品質管理系統要求,支援整個汽車供應鏈中一致的供應商品質實踐。
| 品質工具/系統 | 與精沖客戶的相關性 |
|---|---|
| APQP | 先進的產品品質規劃-結構化的預生產規劃,以在第一篇文章和發布之前調整工具、流程和品質期望。 |
| PFMEA | 製程故障模式和影響分析-識別模具、沖壓條件、材料變化和檢查中潛在的製程故障模式,並支援降低風險。 |
| 控制計劃 | 定義每個生產作業的檢查點、測量方法、反應計畫和監控要求。 |
| PPAP | 生產零件批准流程-在大量生產開始之前支援汽車和高可靠性供應鏈的客戶零件批准。 |
| MSA / GR&R | 測量系統分析和儀表的重複性和再現性-確認測量設備和操作員在使用資料進行製程決策之前產生可靠、一致的結果。 |
| SPC | 統計製程控制-監控製程穩定性和生產變化,以在生產不合格零件之前檢測趨勢。 |
| 校準 | 保持檢測設備的可靠性以及符合國家或國際測量標準的可追溯性。 |
| 持續改進 | 將缺陷預防、糾正措施、過程監控和長期過程優化聯繫起來的品質文化。 |
Layana 的 IATF 16949 品質文化應用於精沖、級進模沖壓、傳遞模沖壓、模具和塑膠注射成型,提供從 DFM 審查到生產和交付的統一品質框架。
綠色工廠與永續發展
客戶越來越多地不僅透過零件成本、尺寸品質和交付績效來評估製造合作夥伴,而且還透過環境透明度、能源效率、減少廢物、溫室氣體管理和負責任的工廠運作來評估製造合作夥伴。對於 OEM 和高可靠性供應鏈,永續發展績效可以支持供應商資格、ESG 報告和長期風險降低。
拉亞娜已獲得 Green Factory 並獲得了認證 ISO 14001 對其環境管理體系進行認證,支援環境責任、合規、監控和持續改進的結構化方法。 Layana 的綠色工廠和清潔生產工作包括實用的工廠級措施,如水回收和雨水回收系統、二氧化碳排放量化、回收計劃、節能設備、熱回收系統、生產線效率提高以及灰塵和噪音控制措施。
這些措施有助於減少對環境的影響,同時支持穩定、有效率和負責任的製造。拉雅娜也是 ISO 14064-透過溫室氣體量化認證,為有 ESG 或低碳供應鏈要求的客戶提供更透明的二氧化碳排放追蹤和報告。綠色工廠認證、ISO 14001 環境管理、清潔生產實踐和 ISO 14064 溫室氣體量化共同幫助 Layana 成為需要精密金屬部件和負責任生產實踐的客戶的製造合作夥伴。
常見問題
參考資料
- 美國航空工業集團。 (日期不詳)。 IATF 16949:2016汽車品質管理標準。 https://www.aiag.org/expertise-areas/quality/iatf-16949-2016
- Altan, T.、Ngaile, G. 與 Shen, G. (2005)。冷鍛和熱鍛:基礎知識和應用。 ASM 國際。
- 謝伊,J.A.(2000)。製造工藝簡介(第三版)。麥格勞-希爾。
- 韋努戈帕爾,R.(2021)。精衝回顧:模具設計與製程參數對邊緣品質的影響。材料工程與性能雜誌,30,2495–2514。 https://doi.org/10.1007/s11665-020-05339-y
- Kalpakjian, S. 與 Schmid, S. R. (2014)。製造工程與技術(第七版)。皮爾遜.