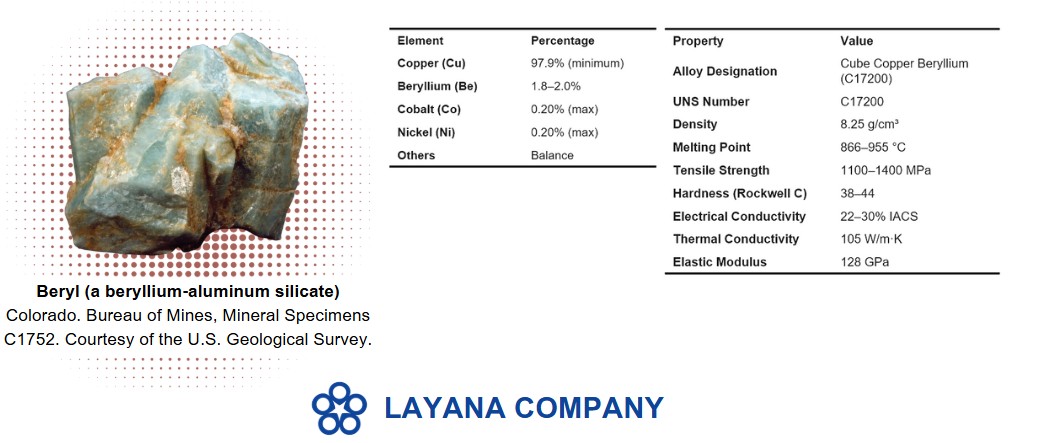
Berylliumkupfer-Stanzen für C17200, C17500 und C17510
für OEM-Komponenten
Layana unterstützt C17200-Stanzen, C17500-Kupfer-Beryllium-Stanzen, C17510-gestanzte Kontakte und CuCoBe-Komponenten für OEM-Programme, die Federkraft, Leitfähigkeit, Ermüdungslebensdauer, Werkzeugunterstützung, DFM, Prüfung und Produktionskontrolle aus einer Fertigungspartnerschaft benötigen.

Inhaltsübersicht Zum Abschnitt springen
Kundenspezifisches Berylliumkupfer-Stanzen für OEM-BeCu-Stanzteile
Layana fertigt Berylliumkupfer-Stanzteile für OEM-Teams, die kompakte Federgeometrien, stabile Kontaktkraft, elektrische Leitfähigkeit, Korrosionsbeständigkeit und wiederholbare Produktionsqualität benötigen. Typische Anfragen umfassen BeCu-Stanzkomponenten, Berylliumkupfer-Federkontakte, Berylliumkupfer-Klemmen, EMI-Abschirmfinger, Batteriestecker, Schalterteile und hochzyklische Steckverbinderteile.
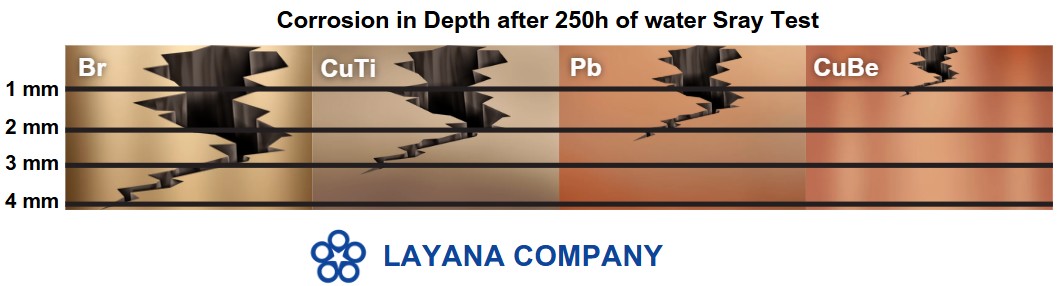
Berylliumkupfer, häufig als BeCu bezeichnet, wird gewählt, wenn ein Stanzteil wie eine Feder arbeiten und zugleich Strom leiten, Korrosion widerstehen und nach wiederholten Zyklen eine stabile Geometrie behalten muss. Messing, Phosphorbronze, Edelstahl oder Reinkupfer lösen jeweils nur einen Teil dieser Aufgabe. BeCu ist wertvoll, wenn mehrere dieser Eigenschaften gleichzeitig benötigt werden.
Layana unterstützt Kunden von der frühen DFM-Prüfung über Stanzwerkzeug entwicklung, Folgeverbundstanzen, Prüfplanung und Produktionskontrolle an unserem Fertigungsstandort in Lukang, Taiwan. Bei Berylliumkupfer-Projekten achten wir besonders auf Legierungs- und Zustandsauswahl, Walzrichtung, Rückfederung, Gratseite, Beschichtungskompatibilität und Verpackungsschutz.
Dieser Leitfaden richtet sich an Beschaffungs-, Engineering- und Qualitätsteams, die einen Hersteller für kundenspezifisches Berylliumkupfer-Stanzen suchen, der C17200-Stanzen, C17500-Kupfer-Beryllium-Stanzen, C17510-gestanzte Kontakte und CuCoBe-Komponenten unterstützt, bevor eine Zeichnung freigegeben oder ein Angebot angefragt wird.
Kompakter Legierungsvergleich für Berylliumkupfer-Stanzteile
| Legierung | Geeignet für | Hauptvorteil | Abwägung |
|---|---|---|---|
| C17200Legierung 25 | Federkontakte, Clips, EMI-Finger und Miniatur-Steckverbindermerkmale. | Höchste Festigkeit unter den gängigen Berylliumkupfer-Stanzoptionen. | Geringere Leitfähigkeit als die Familien C17500 und C17510. |
| C17500Legierung 3 | Leistungskontakte, stromführende Teile und leitfähige Steckverbindermerkmale. | Höhere Leitfähigkeit für C17500-Kupfer-Beryllium-Stanzprojekte. | Geringere Spitzenfestigkeit als C17200. |
| C17510Legierung 10 | Wärmeempfindliche elektrische Teile und C17510-gestanzte Kontakte. | Gute Balance aus Festigkeit, elektrischer und thermischer Leitfähigkeit. | Zustand, Spezifikation und Umformroute müssen bestätigt werden. |
| CuCoBeKobalthaltige Familien | Thermische und elektrische Komponenten mit anspruchsvollen Einsatzbedingungen. | Warmfestigkeit und Leitfähigkeitsverhalten in ausgewählten Spezifikationen. | Exakte Güte, Lieferantenstandard und regulatorische Dokumentation müssen bestätigt werden. |
Praktische Entscheidungen hinter der BeCu-Legierungsauswahl
- C17200, Legierung 25, ist die gängige hochfeste Wahl. Sie wird eingesetzt, wenn Federkraft, Kontaktdruck, Ermüdungslebensdauer und Härte wichtiger sind als maximale Leitfähigkeit. In ausgewählten Zuständen und kontrollierter Verarbeitung kann die Zugfestigkeit etwa 1.510 MPa erreichen; Endwerte müssen jedoch mit Werkszeugnis und gefordertem Zustand abgeglichen werden.
- C17500, Legierung 3, bietet höhere Leitfähigkeit als hochfestes BeCu. Sie eignet sich besser für Leistungssteckverbinder, stromführende Kontakte und Anwendungen, in denen Wärme und Spannungsabfall kontrolliert werden müssen, während nützliche mechanische Festigkeit erhalten bleibt.
- C17510, Legierung 10, balanciert Leitfähigkeit und Festigkeit. Sie wird häufig für wärmeempfindliche oder stärker strombelastete Komponenten betrachtet, bei denen thermische Leitfähigkeit, Maßstabilität und mittlere bis hohe Festigkeit ausbalanciert werden müssen.
- CuCoBe und kobalthaltige BeCu-Familien verbessern Warmfestigkeit und Leitfähigkeitsverhalten. Diese Materialien können anspruchsvolle elektrische und thermische Anwendungen unterstützen; exakte UNS-Güte, Spezifikation, Zustand und Oberflächenzustand müssen jedoch vor Werkzeugentscheidungen bestätigt werden.
- Fertiges BeCu-Band ist beim Stanzen in der Regel stabil, Staub und Dämpfe erfordern jedoch Kontrollen. Folgeverbundstanzen unterscheidet sich von Schleifen oder Schweißen. Jeder Prozess, der einatembaren Staub oder Dampf erzeugt, muss dem Sicherheitsdatenblatt, Lüftungsanforderungen, PSA-Regeln und lokalen Vorschriften folgen.
Leitfaden zu den Berylliumkupfer-Familien C17200, C17500 und C17510
Nutzen Sie diese Karten als erste Auswahlhilfe. Endentscheidungen sollten immer mit Zeichnung, Einsatzumgebung, gefordertem Zustand, Lieferantendatenblatt und Funktionsprüfplan abgeglichen werden.
C17200 ist die bekannteste hochfeste BeCu-Güte. Sie wird für kleine Stanzmerkmale gewählt, die Federkraft, wiederholbaren Kontaktdruck, Ermüdungsbeständigkeit und Verschleißbeständigkeit auf engem Raum liefern müssen.
C17500 ist sinnvoll, wenn ein Design bessere elektrische und thermische Leitfähigkeit als hochfestes BeCu benötigt, aber mehr Festigkeit als Reinkupfer behalten soll. Es wird oft für größere Strompfade oder Teile betrachtet, die Wärme managen müssen.
C17510 wird häufig verwendet, wenn Wärmeübertragung und elektrische Leitfähigkeit hoch bleiben müssen, das Teil aber bessere mechanische Festigkeit als Reinkupfer benötigt. Es ist ein starker Kandidat für wärmeempfindliche oder stärker strombelastete Baugruppen.
CuCoBe-Beschreibungen können sich auf kobalthaltige Kupfer-Beryllium-Familien beziehen, die für Leitfähigkeit, Warmfestigkeit und stabileres Oberflächenverhalten genutzt werden. Da die Bezeichnung je nach Lieferant variiert, müssen exakte UNS-Güte und Beschaffungsspezifikation vor Angebot oder Werkzeugbau bestätigt werden.
Die Legierungsauswahl in eine fertigbare Zeichnung überführen
Sobald die Materialfamilie gewählt ist, liegt das nächste Risiko meist nicht im Legierungsnamen selbst, sondern in fehlenden Details zu Zustand, Umformrichtung, Oberfläche, Funktionsprüfung und Dokumentation. Diese Checkliste verbindet Materialauswahl mit einem stabilen Folgeverbundprozess.
| Zeichnungs- oder RFQ-Punkt | Was zu definieren ist | Warum es wichtig ist | Layana-Prüfpunkt |
|---|---|---|---|
| MaterialangabeUNS-Güte + Zustand | Exakte UNS-Güte, Zustand, Dickenbereich, Lieferantenstandard und Zertifizierungsanforderung angeben. | BeCu allein ist zu ungenau für Beschaffung, Prüfung, Federleistung und Compliance-Prüfung. | Verfügbare Bandbedingung bestätigen, bevor Werkzeugdesign und Angebotsannahmen festgelegt werden. |
| WalzrichtungBiege- und Federmerkmale | Kritische Biegungen, Federarme, Kontaktbalken und bevorzugte Walzrichtung auf der Zeichnung markieren. | Umformen quer oder längs zur Walzrichtung kann Rissrisiko, Rückfederung und Endkraft verändern. | Bandlayout, Trägerdesign, Biegeradius und Rückfederungszugabe vor dem Werkzeugbau prüfen. |
| KantenbedingungGratseite + Kontaktfläche | Gratrichtung, Entgratgrenzen, geprägte Zonen und gratfreie oder kontaktsensible Flächen definieren. | Kleine Grate können Steckkraft, Gegenverschleiß, dielektrische Abstände oder Kontaktzuverlässigkeit beeinflussen. | Stanzrichtung, Prüfverfahren und Verpackungsausrichtung um Funktionsflächen herum planen. |
| Thermischer ProzessAushärtung oder Kontrolle nach dem Umformen | Klären, ob das Band ausgehärtet geliefert wird oder ob Wärmebehandlung nach dem Umformen nötig ist. | Festigkeit, Leitfähigkeit, Federkraft und Maßstabilität hängen vom Materialzustand ab. | Umformfolge, Maßprüfung und Funktionsprüfung auf den Endzustand abstimmen. |
| OberflächenfinishBeschichtung und Kontaktwiderstand | Beschichtungsmaterial, Dicke, Maskierbereiche, Lötbarkeit, Korrosionsziel und Kontaktwiderstandsgrenzen definieren. | Beschichtung kann Leistung verbessern, verändert aber auch Dicke, Kontaktverhalten und Prozessroute. | Beschichtungsfenster, Toleranzkette, Haftungsrisiko und Handling nach der Beschichtung prüfen. |
| FunktionsvalidierungÜber Maße hinaus | Kraft-, Weg-, Widerstands-, Ermüdungs-, Temperatur- und Montagetests auflisten, die das Teil bestehen muss. | Ein maßlich korrekter Federkontakt kann dennoch versagen, wenn die Funktionsanforderung nicht gemessen wird. | Prüf- und Prozesskontrollpunkte um die reale Montageanforderung herum aufbauen. |
Dieser Abschnitt folgt bewusst auf den Legierungsleitfaden. Der Leitfaden hilft bei der Materialfamilienwahl; diese Checkliste macht daraus Zeichnung, RFQ und Produktionskontrollplan.
Folgeverbundstanzen von Berylliumkupfer für produktionsreife OEM-Teile
BeCu-Stanzteile werden selten allein durch die Materialwahl erfolgreich. Stabile Produktion hängt davon ab, wie das Band spezifiziert, zugeführt, geformt, geprüft, beschichtet und verpackt wird. Bei Federteilen können Walzrichtung und Biegeorientierung das reale Verhalten nach dem Umformen verändern.
Layana prüft Merkmale wie Mindestbiegeradius, Loch-Kanten-Abstand, Gratrichtung, geprägte Bereiche, Kontaktzonen, progressives Trägerdesign, Maskieranforderungen für Beschichtung und funktionale Messpunkte vor Produktionsfreigabe. So sinkt das Risiko, bevor Werkzeugstahl bearbeitet wird.
Für dünne Kontaktteile empfehlen wir häufig, Steckkraft, Auszugskraft, Kontaktwiderstand, Ermüdungszyklen und Änderung der freien Höhe im Rahmen der Prozessvalidierung zu bestätigen. Diese Tests verbinden Zeichnung mit realer Montageleistung.

Eigenschaften, die BeCu für kompakte, hochzuverlässige Teile wertvoll machen
Ausgewählte C17200-Zustände können bei korrekter Verarbeitung sehr hohe Festigkeitsniveaus erreichen.
Nützlich für wiederholte Auslenkung in Kontaktfedern, Clips und Steckverbindermerkmalen.
Unterstützt raue elektrische und mechanische Umgebungen, wenn Material und Oberfläche korrekt spezifiziert sind.
C17200, C17500 und C17510 ermöglichen es, Spitzenfestigkeit gegen Strom- und Wärmebedarf abzuwägen.
Der Wert von BeCu liegt in der Kombination, nicht in einer einzelnen Kennzahl. Bei Steckverbindern kann ein Material, das Federkraft über viele Zyklen hält, ebenso wichtig sein wie die Anfangsleitfähigkeit. Bei Leistungskontakten können Leitfähigkeit und Wärmeübertragung wichtiger werden als maximale Härte.
Deshalb sollte die Zeichnung vage Angaben wie nur BeCu vermeiden. Eine vollständige Spezifikation benennt Legierung, Zustand, Dickentoleranz, Oberfläche, Beschichtung, Kantenbedingung und jede Funktionsanforderung nach dem Umformen.
Anwendungen für Berylliumkupfer-Federkontakte, Klemmen und Steckverbinderteile
BeCu ist nicht immer die kostengünstigste Wahl und sollte dort eingesetzt werden, wo seine Leistung eine echte Designbeschränkung löst. Dies sind typische Bereiche, in denen Festigkeit, Leitfähigkeit und Ermüdungsprofil relevant werden.
Elektrische Steckverbinder
Federkontakte, Klemmenfinger, Abschirmfinger, Schalter und Miniatur-Steckverbinderkomponenten.
EV- und Leistungsmodule
Stromführende Kontakte und leitfähige Merkmale, bei denen Wärme- und Kraftstabilität zählen.
Luft- und Raumfahrt sowie Verteidigung
Hochzuverlässige Kontaktkomponenten mit Anforderungen an Ermüdungsbeständigkeit und Maßkontrolle.
Telekommunikation und Elektronik
Signalkontakte, HF-Abschirmmerkmale, Batteriekontakte, Clips und Präzisionsfederteile.
Industrieausrüstung
Verschleißfeste leitfähige Teile, funkenarme Anforderungen und spezielle mechanische Kontakte.
Präzisionsinstrumente
Kleine, wiederholbare Federelemente, bei denen Kraftstabilität und Ermüdungslebensdauer kritisch sind.
Thermische Baugruppen
Optionen vom Typ C17500 und C17510 für Designs, die bessere Wärmeübertragung als C17200 benötigen.
Kundenspezifische OEM-Teile
Designspezifische Stanzkomponenten, die Federgeometrie, Beschichtung und Montagebeschränkungen kombinieren.
Unterstützung als kundenspezifischer Berylliumkupfer-Stanzhersteller: Beschaffung, Qualität und Sicherheit
BeCu-Material kann längere Lieferzeiten und strengere Dokumentationsanforderungen als gängige Kupfer- oder Edelstähle haben. Eine stärkere RFQ enthält Zeichnung, Ziellegierung und Zustand, Jahresvolumen, Funktionsprüfanforderungen, Oberflächenbehandlung und kundenspezifische Compliance-Anforderungen.
Für die Qualitätsplanung sollten messbare Annahmekriterien statt nur allgemeiner Hinweise enthalten sein. Kontaktwiderstand, Federhöhe, Beschichtungsdicke, Grathöhe, Ebenheit und Verpackungsausrichtung lassen sich besser kontrollieren, wenn sie vor Werkzeugfreigabe definiert sind.
Layanas vertikal integriertes Modell hilft Kunden, Materialplanung, Werkzeugbau, Produktion und Prüfung in einem Fertigungsfluss zu koordinieren und Kommunikationslücken zwischen Designabsicht und Stanzteilrealität zu reduzieren.
Verwandte Layana-Kompetenzen
Folgeverbundstanzen
Großserienfertigung für präzise Kupferlegierungs- und Metallstanzkomponenten.
Stanzwerkzeugentwicklung
Unterstützung bei Werkzeugdesign und Fertigung vor Produktionsfreigabe.
Präzisions-Metallstanzen
Material-, Umform-, Grat- und Prüfplanung für OEM-Komponenten.
Qualitätssicherung
Prüfplanung, Prozesskontrolle und Dokumentation für Produktionssicherheit.
FAQ zum Berylliumkupfer-Stanzen
Es wird für Teile verwendet, die Federkraft, Ermüdungsbeständigkeit, elektrische Leitfähigkeit, Korrosionsbeständigkeit und Maßstabilität in einem Material benötigen. Typische Stanzprodukte sind Kontaktfedern, Klemmen, Abschirmfinger, Batteriekontakte, Schalterkomponenten und Präzisions-Steckverbindermerkmale.
C17200, auch Legierung 25 genannt, ist die gängige hochfeste Wahl. In ausgewählten Zuständen und kontrollierter Verarbeitung kann sie Zugfestigkeiten um 1.510 MPa erreichen. Sie wird meist gewählt, wenn Kontaktdruck, Rückfederung und Ermüdungslebensdauer wichtiger sind als maximale Leitfähigkeit.
Wählen Sie C17500 oder C17510, wenn Leitfähigkeit und Wärmeübertragung wichtiger sind als Spitzenhärte. C17500 wird häufig für Leistungssteckverbinder und stromführende Kontakte genutzt. C17510 balanciert gute Festigkeit mit hoher thermischer und elektrischer Leitfähigkeit für wärmeempfindliche oder stromstärkere Designs.
Fertiges Band und gestanzte BeCu-Teile sind bei normaler Handhabung und beim Folgeverbundstanzen stabil. Das wichtigste Arbeitsschutzthema sind Staub oder Dämpfe aus Schleifen, Schweißen, Schmirgeln, Polieren oder einigen thermischen Prozessen. Befolgen Sie Sicherheitsdatenblatt, Lüftungsanforderungen, PSA-Regeln und lokale Vorschriften.
Bitte teilen Sie 2D-Zeichnung, 3D-Datei, Ziellegierung und Zustand, Jahresvolumen, Toleranzanforderungen, Gratrichtung, Beschichtungs- oder Wärmebehandlungsanforderungen, Verpackungsbedarf und Funktionsanforderungen wie Steckkraft, Kontaktwiderstand, Federweg oder Ermüdungszyklen.
Ja. Layana unterstützt DFM, interne Werkzeugentwicklung, Folgeverbundstanzen, Prozessvalidierung, Prüfplanung und Produktionskontrolle für präzise Metallstanzteile, einschließlich Hochleistungs-Kupferlegierungskomponenten.
Das hängt von Legierung, Zustand und Einsatzumgebung ab. Manche Teile werden als ausgehärtetes Band bestellt, andere benötigen Wärmebehandlung nach dem Umformen. Beschichtungen wie Nickel, Zinn, Silber oder Gold können spezifiziert werden, um Lötbarkeit, Verschleißverhalten, Korrosionsbeständigkeit oder Kontaktleistung zu verbessern.