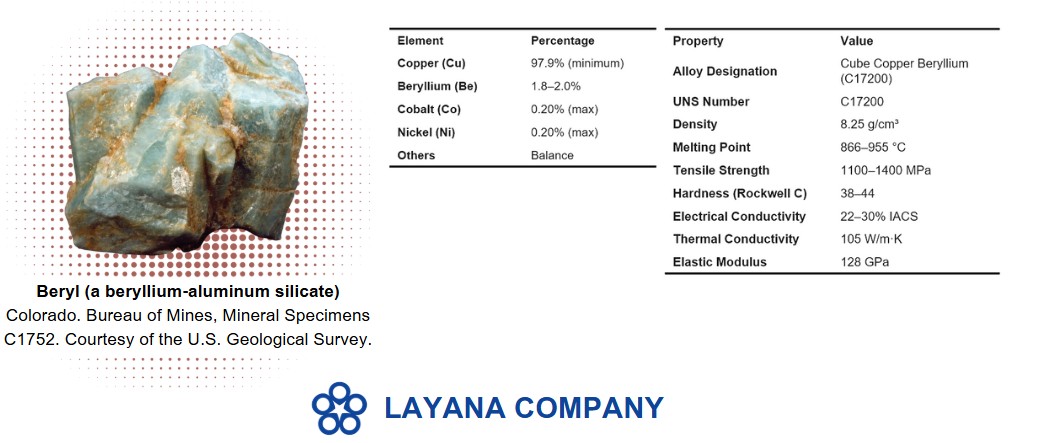
Beryllium Copper Stamping for C17200, C17500 and C17510
for OEM Components
Layana supports C17200 stamping, C17500 copper beryllium stamping, C17510 stamped contacts, and CuCoBe components for OEM programs that need spring force, conductivity, fatigue life, tooling support, DFM, inspection, and production control from one manufacturing partner.

Navigation Jump to a Section
Custom beryllium copper stamping for OEM BeCu stamped components
Layana manufactures beryllium copper stamped parts for OEM teams that need compact spring geometry, stable contact force, electrical conductivity, corrosion resistance, and repeatable production quality. Common requests include BeCu stamped components, beryllium copper spring contacts, beryllium copper terminals, EMI shielding fingers, battery connectors, switch parts, and high-cycle connector parts.
Beryllium copper, often written as BeCu, is chosen when a stamped part must behave like a spring while still carrying current, resisting corrosion, and keeping a stable geometry after repeated cycles. Brass, phosphor bronze, stainless steel, or pure copper can each solve part of that problem. BeCu is valuable when the design needs several of those properties at the same time.
Layana supports customers from early DFM review through stamping tool development, progressive die stamping, inspection planning, and production control from our manufacturing campus in Lukang, Taiwan. For beryllium copper projects, we pay special attention to alloy and temper selection, grain direction, springback, burr direction, plating compatibility, and packaging protection.
This guide is written for sourcing, engineering, and quality teams looking for a custom beryllium copper stamping manufacturer that can support C17200 stamping, C17500 copper beryllium stamping, C17510 stamped contacts, and CuCoBe-type components before releasing a drawing or requesting a quote.
Quick alloy comparison for beryllium copper stamped parts
| Alloy | Best for | Main advantage | Trade-off |
|---|---|---|---|
| C17200Alloy 25 | Spring contacts, clips, EMI fingers, and miniature connector features. | Highest strength among common beryllium copper stamping choices. | Lower conductivity than C17500 and C17510 families. |
| C17500Alloy 3 | Power contacts, current-carrying parts, and conductive connector features. | Higher conductivity for C17500 copper beryllium stamping projects. | Lower peak strength than C17200. |
| C17510Alloy 10 | Heat-sensitive electrical parts and C17510 stamped contacts. | Good balance of strength, electrical conductivity, and thermal conductivity. | Temper, specification, and forming route must be confirmed. |
| CuCoBeCobalt-bearing families | Thermal and electrical components with demanding service conditions. | Hot strength and conductivity behavior in selected specifications. | Exact grade, supplier standard, and regulatory documentation must be confirmed. |
The practical decisions behind BeCu alloy selection
- C17200, Alloy 25, is the common high-strength choice. It is used when spring force, contact pressure, fatigue life, and hardness matter more than maximum conductivity. In selected tempers and controlled processing, tensile strength can approach 1,510 MPa, but final values must be verified against the mill certificate and required temper.
- C17500, Alloy 3, offers higher conductivity than high-strength BeCu. It is a better fit for power connectors, current-carrying contacts, and applications where heat and voltage drop must be controlled while maintaining useful mechanical strength.
- C17510, Alloy 10, balances conductivity and strength. It is often considered for heat-sensitive or higher-current components where thermal conductivity, dimensional stability, and moderate-to-high strength must be balanced.
- CuCoBe and cobalt-bearing BeCu families improve hot strength and conductivity behavior. These materials can support demanding electrical and thermal applications, but the exact UNS grade, specification, temper, and surface condition must be confirmed before tooling decisions are made.
- Finished BeCu strip is usually stable in stamping, but dust and fumes require controls. Progressive die stamping is different from grinding or welding. Any process that creates respirable dust or fume must follow the supplier SDS, ventilation requirements, PPE rules, and local regulations.
Guide to C17200, C17500 and C17510 beryllium copper families
Use these cards as a first-pass selection guide. Final decisions should always be checked against the drawing, working environment, required temper, supplier data sheet, and functional testing plan.
C17200 is the best-known high-strength BeCu grade. It is selected for small stamped features that must deliver spring force, repeatable contact pressure, fatigue resistance, and wear resistance in compact spaces.
C17500 is useful when a design needs better electrical and thermal conductivity than high-strength BeCu, while still retaining more strength than pure copper. It is often considered for larger current paths or parts that must manage heat.
C17510 is often used when heat transfer and electrical conductivity must remain high, but the part still needs better mechanical strength than pure copper. It is a strong candidate for heat-sensitive or higher-current assemblies.
CuCoBe descriptions can refer to cobalt-bearing copper beryllium families used for conductivity, hot strength, and more stable surface behavior. Because naming varies by supplier, the exact UNS grade and procurement specification must be confirmed before quoting or tooling.
Turn the alloy choice into a manufacturable drawing
Once the material family is selected, the next risk is usually not the alloy name itself. It is the missing detail around temper, forming direction, surface condition, functional testing, and documentation. This checklist is the bridge between material selection and a stable progressive die process.
| Drawing or RFQ item | What to define | Why it matters | Layana review point |
|---|---|---|---|
| Material calloutUNS grade + temper | Specify the exact UNS grade, temper, thickness range, supplier standard, and certification requirement. | "BeCu" alone is too vague for sourcing, inspection, spring performance, and compliance review. | Confirm available coil condition before die design and quotation assumptions are locked. |
| Grain directionBend and spring features | Mark critical bends, spring arms, contact beams, and preferred grain orientation on the drawing. | Forming across or with the grain can change cracking risk, springback, and final force. | Review strip layout, carrier design, bend radius, and springback allowance before tooling. |
| Edge conditionBurr side + contact area | Define burr direction, deburring limits, coined zones, and any no-burr or contact-sensitive surfaces. | Small burrs can affect insertion force, mating wear, dielectric spacing, or contact reliability. | Plan punch direction, inspection method, and packaging orientation around functional surfaces. |
| Thermal processAging or post-forming control | Clarify whether the strip is supplied age-hardened or whether post-forming heat treatment is needed. | Strength, conductivity, spring force, and dimensional stability depend on the material state. | Align forming sequence, dimensional inspection, and functional testing with the final condition. |
| Surface finishPlating and contact resistance | Define plating material, thickness, mask areas, solderability, corrosion target, and contact resistance limits. | Plating can improve performance, but it also changes thickness, contact behavior, and process routing. | Check plating windows, tolerance stack-up, adhesion risk, and post-plating handling. |
| Functional validationBeyond dimensions | List force, travel, resistance, fatigue cycle, temperature, and assembly tests that the part must pass. | A dimensionally correct spring contact can still fail if the functional requirement is not measured. | Build inspection and process-control points around the real assembly requirement. |
This section intentionally follows the alloy guide. The guide helps select the material family; this checklist helps turn that selection into a drawing, RFQ, and production control plan.
Progressive die stamping beryllium copper for production-ready OEM parts
BeCu stamped parts are rarely won by material choice alone. Stable production depends on the way the strip is specified, fed, formed, inspected, plated, and packaged. For spring parts, grain direction and bend orientation can change the real behavior of the component after forming.
Layana reviews features such as minimum bend radius, hole-to-edge distance, burr direction, coined areas, contact zones, progressive carrier design, plating mask requirements, and functional measurement points before production release. This helps reduce risk before steel is cut for the die.
For thin contact parts, we often recommend confirming insertion force, extraction force, contact resistance, fatigue cycles, and free height change as part of process validation. These tests connect the drawing to real assembly performance.

The properties that make BeCu useful in compact, high-reliability parts
Selected C17200 tempers can reach very high strength levels when processed correctly.
Useful for repeated deflection in contact springs, clips, and connector features.
Supports harsh electrical and mechanical environments when material and surface finish are specified correctly.
C17200, C17500, and C17510 let engineers trade peak strength against current and heat needs.
The value of BeCu is the combination, not a single number. For connector designs, a material that keeps spring force after many cycles can matter as much as the initial conductivity. For power contacts, conductivity and heat transfer may become more important than ultimate hardness.
That is why the drawing should avoid vague notes such as "BeCu" only. A complete specification should identify the alloy, temper, thickness tolerance, surface finish, plating, edge condition, and any functional requirement the part must pass after forming.
Beryllium copper spring contacts, terminals and connector part applications
BeCu is not always the lowest-cost choice, so it should be used where its performance solves a real design constraint. These are common application areas where Layana sees its strength, conductivity, and fatigue profile become relevant.
Electrical connectors
Spring contacts, terminal fingers, shielding fingers, switches, and miniature connector components.
EV and power modules
Current-carrying contacts and conductive features where heat and force stability matter.
Aerospace and defense
High-reliability contact components requiring fatigue resistance and dimensional control.
Telecom and electronics
Signal contacts, RF shielding features, battery contacts, clips, and precision spring parts.
Industrial equipment
Wear-resistant conductive parts, non-sparking requirements, and specialty mechanical contacts.
Precision instruments
Small, repeatable spring elements where force stability and fatigue life are critical.
Thermal assemblies
C17500 and C17510-type options for designs that need better heat transfer than C17200.
Custom OEM parts
Design-specific stamped components combining spring geometry, plating, and assembly constraints.
Custom beryllium copper stamping manufacturer support: sourcing, quality and safety
BeCu material can have longer lead times and stricter documentation requirements than common copper or stainless steels. A stronger RFQ includes the drawing, target alloy and temper, annual volume, functional test requirements, surface treatment, and any customer-specific compliance requirements.
For quality planning, include measurable acceptance criteria instead of only generic notes. Contact resistance, spring height, plating thickness, burr height, flatness, and packing orientation are all easier to control when they are defined before tooling release.
Layana's vertically integrated model helps customers coordinate material planning, tooling, production, and inspection in one manufacturing flow, reducing communication gaps between design intent and stamped-part reality.
Related Layana capabilities
Progressive die stamping
High-volume production for precise copper alloy and metal stamped components.
Stamping tool development
Tool design and manufacturing support before production release.
Precision metal stamping
Material, forming, burr, and inspection planning for OEM components.
Quality assurance
Inspection planning, process control, and documentation for production confidence.
Beryllium copper stamping FAQ
It is used for parts that need spring force, fatigue resistance, electrical conductivity, corrosion resistance, and dimensional stability in one material. Common stamped products include contact springs, terminals, shielding fingers, battery contacts, switch components, and precision connector features.
C17200, also called Alloy 25, is the common high-strength choice. In selected tempers and controlled processing, it can approach tensile strengths around 1,510 MPa. It is usually selected when contact pressure, spring recovery, and fatigue life matter more than maximum conductivity.
Choose C17500 or C17510 when conductivity and heat transfer matter more than peak hardness. C17500 is often used for power connectors and current-carrying contacts. C17510 balances good strength with high thermal and electrical conductivity for heat-sensitive or higher-current designs.
Finished strip and stamped BeCu parts are stable in normal handling and progressive die stamping. The main occupational concern is dust or fume from grinding, welding, sanding, polishing, or some thermal processes. Follow the supplier SDS, ventilation requirements, PPE rules, and local regulations.
Please share the 2D drawing, 3D file, target alloy and temper, annual volume, tolerance requirements, burr direction, plating or heat-treatment requirements, packaging needs, and any functional requirements such as insertion force, contact resistance, spring travel, or fatigue cycles.
Yes. Layana supports DFM, in-house tool development, progressive die stamping, process validation, inspection planning, and production control for precision stamped metal parts, including high-performance copper alloy components.
It depends on the alloy, temper, and operating environment. Some parts are ordered in age-hardened strip form, while others may require post-forming heat treatment. Plating such as nickel, tin, silver, or gold may be specified to improve solderability, wear behavior, corrosion resistance, or contact performance.