Umspritzen –
Fortschrittliche Multi-Material-Formlösungen
Layana liefert fortschrittliches Overmolding und fertigt hochkomplexe In-Mold-Komponenten durch präzises internes Metallstanzen und Kunststoffspritzguss. Vom ersten Prototyp bis zur Serienfertigung liefern wir kundenspezifische Hochleistungslösungen nach Ihren genauen Spezifikationen.

Inhaltsverzeichnis Zu einem Abschnitt springen
Der hybride Fertigungsvorteil von Layana
Mit über vier Jahrzehnten Fertigungserfahrung integriert Layana Stanzen, Vormolding, Overmolding, Montage und Nachbearbeitung unter einem Dach und bietet dadurch engere Prozesskontrolle, kürzere Durchlaufzeiten und vereinfachte Lieferketten.
Integration unter einem Dach
Stanzen → Vormold → Overmolding → Montage/Nachbearbeitung → Prüfung. Weniger Lieferanten, weniger Übergaben, engere Prozesskontrolle. Unser vollständig integrierter Fertigungsprozess sorgt für eine schlanke, effiziente und robuste Lieferkette.
Know-how in Metall + Kunststoff
Gemeinsame Auslegung von gestanzten Leadframes, Stromschienen und Anschlüssen mit Kunststoffschnittstellen, um Strukturfestigkeit, Kriech-/Luftstrecken, Zugentlastung und Abdichtung in einem Ablauf zu erreichen.
Fokus auf Zuverlässigkeit
Dokumentation auf Automotive-Niveau, PPAP/APQP-Bereitschaft und geschlossener Regelkreis von der Messtechnik zu den Formparametern. IATF 16949-, Mehrfach-ISO- und Green-Factory-zertifiziert.
Geschwindigkeit mit Disziplin
Schnelle Werkzeugwege und Pilotaufbauten, unterstützt durch Prozessfenster, Fähigkeitsverfolgung und vollständige Rückverfolgbarkeit — vom Prototyp bis zur skalierbaren Serienfertigung.
Beispiele für von Layana gefertigte Overmolding-Anwendungen
Von EV-Leistungssystemen bis zu Konsumgütern hat Layana komplexe overmoldete Teile für anspruchsvolle Branchen mit einer breiten Materialvielfalt geliefert.

Overmoldete Spule
Bauteil für Getränkespender. TPU

EV-Ladeanschluss
Ladesteckverbinder für Elektrofahrzeuge mit struktureller Verstärkung. Verstärktes Nylon

Besteckset
Lebensmittelsichere Konsumutensilien mit ergonomischen Griffen. ABS in Lebensmittelqualität

Wandlergehäuse
LED-Anwendung für Automotive mit sichtbaren Einlegern. Verstärktes Nylon

Gehäuse für Smart Door Lock
Gehäuse für Unterhaltungselektronik mit präziser Passung. TP-Kunststoff

Leistungsmodulgehäuse
Elektronikgehäuse mit Steckverbindern und Pins. Verstärktes PBT
Layanas internes Know-how in EV-Leistungselektronik umfasst integrierte Stromschienen, die wir intern progressiv stanzen und anschließend integrieren und umspritzen — für Gewichtsreduktion, weniger Montageschritte, modulare Montage und spürbare Kosteneinsparungen.

Bewährt in anspruchsvollen Branchen
Layana unterstützt Branchen, in denen Multi-Material-Präzision, Null-Fehler-Leistung und effiziente Lieferketten entscheidend sind.
Automotive & EV
Steckverbinder, Leistungselektronik, Stromschienen und eingebettete Leadframe-Baugruppen mit IATF-16949-Konformität.
Elektronik
Terminal-Insert-Molding, Leadframe-Kapselung, Gehäuse und präzise Multi-Material-Baugruppen.
Medizintechnik
Miniaturkomponenten mit Null-Fehler-Anforderung, Materialintegrität, Maßgenauigkeit und LSR-Kompatibilität.
Industrial & Power
Robuste Hochzyklus-Komponenten, bei denen Gewichtsreduktion, Umweltbeständigkeit und Kosteneffizienz ausschlaggebend sind.
Was ist der Overmolding-Prozess?
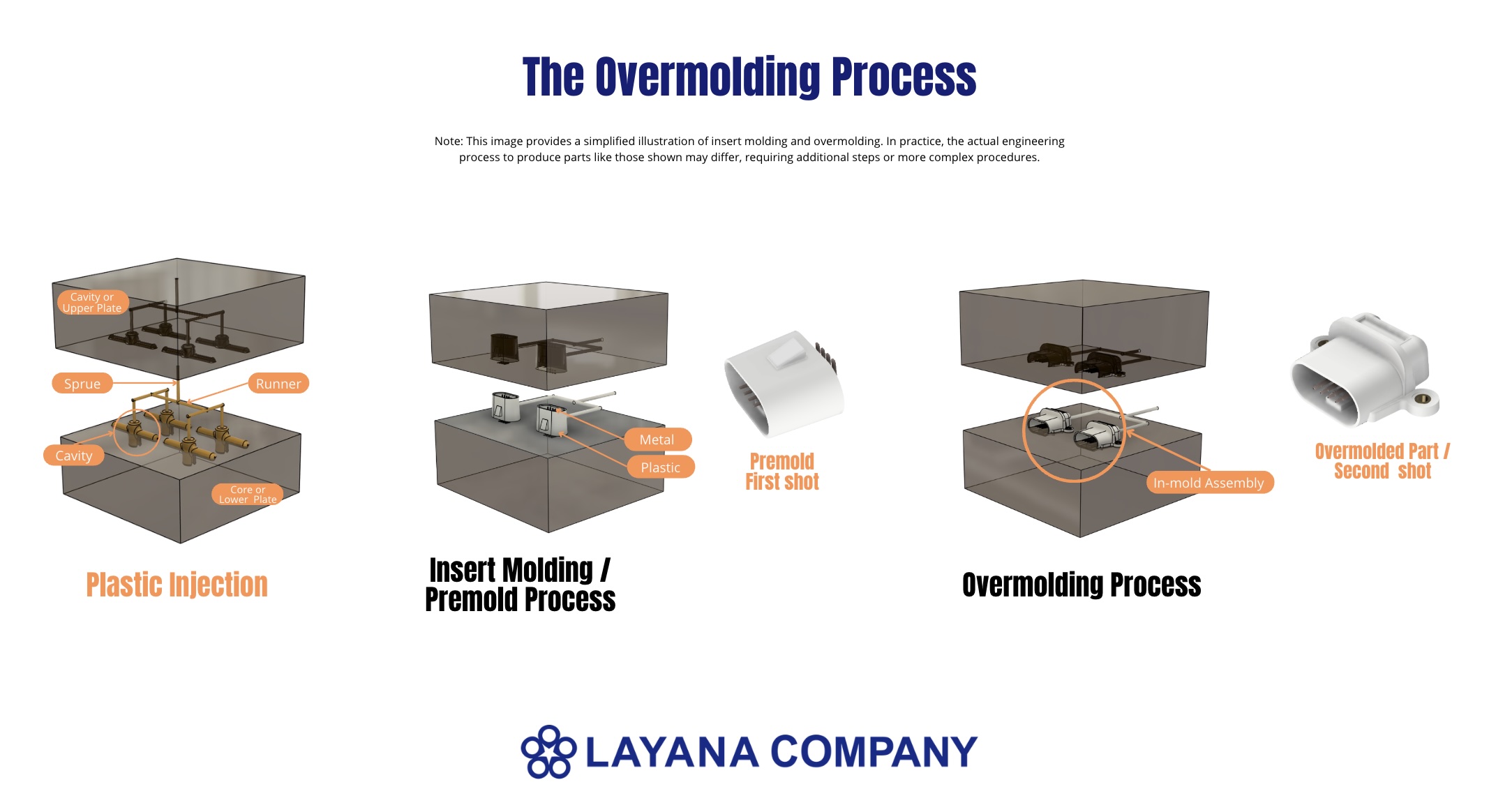
Der Overmolding-Prozess ist ein fortschrittliches Kunststoff-Spritzgussverfahren, das zwei oder mehr Materialien durch sequenzielle Einspritzung mehrerer Kunststoffe in ein einziges multifunktionales Bauteil integriert.
Der Prozess beginnt typischerweise mit einem Vormold (Substrat), das aus einem Kunststoffharz geformt wird und in dem Metalleinsätze oder In-Mold-Baugruppen positioniert werden können. Ein zweiter Schuss bringt anschließend ein weiteres Kunststoffharz auf oder um dieses Substrat auf und kapselt es ein. Das Sekundärharz kann sich vom ersten Material unterscheiden und zusätzliche Funktionen integrieren, wodurch Haltbarkeit und Funktionalität verbessert werden.
Insert-Molding ist eine spezialisierte Form des Umspritzens, bei der ein vorgeformtes Metallteil oder ein anderes Substrat (der Einleger) während des Formprozesses in den Kunststoff eingebettet wird und so eine starke Verbindung zwischen den Materialien entsteht.
Bei der Herstellung von Sensoren mit integrierten Anschlusskontakten werden die Kontakte beispielsweise zunächst durch progressives Metallstanzen geformt. Anschließend wird das Gehäuse per Mehrkomponenten-Spritzguss über die Kontakte umspritzt, sodass eine sichere Verbindung entsteht, die sowohl die strukturelle Festigkeit als auch die elektrische Zuverlässigkeit verbessert.
TPE / TPU — hervorragende Elastizität und Flexibilität; häufig bei Griffen, Tasten und Gripflächen eingesetzt.
LSR (Flüssigsilikonkautschuk) — beständig gegen hohe Temperaturen und Chemikalien; eingesetzt in Automotive, Elektronik und Medizintechnik.
PC, ABS, PA / GF-PA, PBT, PPS — technische Kunststoffe mit Kombinationen aus Schlagfestigkeit, elektrischer Leistung und Maßstabilität.
PP, PC/ABS — leicht, chemikalienbeständig und vielseitig; eingesetzt in Gehäusen, Verpackungen und Konsumgütern.
Unterstützte Materialien
Arten von Overmolding-Prozessen
Von Zwei-Schuss-Zyklen im selben Werkzeug bis zu sequenziellen Vormold + Overmolding-Abläufen unterstützt Layana das gesamte Spektrum der Multi-Material-Formtechnologien.
Vorteile von Overmolding
Multi-Material-Formgebung bietet eine einzigartige Kombination aus strukturellen, funktionalen, ästhetischen und wirtschaftlichen Vorteilen und ist damit die bevorzugte Lösung für anspruchsvolle OEM-Anwendungen.
Effizientere Montage & geringere Kosten
Die Materialintegration während des Formens reduziert Montageschritte, senkt Arbeitskosten, minimiert Fehler und beschleunigt die Produktion. Zudem ermöglicht sie modulare OEM-Montage.
Vereinfachte Lieferkette
Weniger Einzelteile bedeuten geringere Abhängigkeit von mehreren Lieferanten. Layanas Bi-Material-Kompetenz vereint Metallstanzen, Kunststoffspritzguss und Montage in einem einzigen Partner.
Mehr Gestaltungsfreiheit & bessere Optik
Farben, Texturen und Materialien lassen sich in einem einzigen Teil kombinieren. Designer können ergonomische Formen und Soft-Touch-Oberflächen ohne zusätzliche Montageschritte realisieren.
Verbesserte Ergonomie & Nutzererlebnis
Overmolding fügt Produkten weiche und angenehme Oberflächen hinzu und verbessert so Griffgefühl und Bedienbarkeit bei Werkzeugen und Unterhaltungselektronik ohne zusätzliche Montage.
Höhere Verbindungsfestigkeit & Haltbarkeit
Das Einkapseln von Komponenten im Kunststoff schafft eine einheitliche Struktur ohne die typischen Schwachstellen von Klebstoffen oder Verbindungselementen und widersteht Belastungen sowie rauen Bedingungen besser.
Gewichtsreduzierung
Die Kombination mehrerer Komponenten in einem Formteil eliminiert zusätzliche Verbindungselemente und führt zu leichteren Produkten. Besonders vorteilhaft für Automotive-, EV- und Luftfahrtanwendungen.
Umgebungsbeständigkeit & Wasserdichtigkeit
Die Verkapselung schützt empfindliche Komponenten vor Feuchtigkeit, Staub und Chemikalien. Overmolding ist zudem eine kosteneffiziente Lösung, um Bauteile wasserdicht auszulegen.
Elektrische Isolation & Abschirmung
Materialien mit isolierenden oder abschirmenden Eigenschaften werden direkt in das Produktdesign integriert — entscheidend für Elektronik- und Energieanwendungen.
Vibrations- & Geräuschdämpfung
Eine weiche Umspritzschicht wirkt wie ein Dämpfer und absorbiert Stöße sowie Vibrationen. Besonders wertvoll in der Automobilfertigung und Unterhaltungselektronik.
Präzision & Konsistenz
Formprozesse bieten hohe Wiederholgenauigkeit und stellen im Vergleich zur manuellen Montage eine präzise Platzierung von Komponenten und gleichbleibende Produktqualität sicher.
Miniaturisierungsfähigkeit
Das Verfahren eignet sich hervorragend für kleine, komplexe Teile mit eingebetteten Komponenten — entscheidend für kompakte Geräte in der Unterhaltungselektronik und Medizintechnik.
Nachhaltigkeit & Materialeffizienz
Durch geringeren Materialabfall und Energieverbrauch unterstützen diese Techniken Nachhaltigkeitsziele und optimieren zugleich den Materialeinsatz über den gesamten Produktionsprozess.


Wichtige Punkte für einen erfolgreichen Overmolding-Prozess
Materialauswahl, Haftungseigenschaften und Prozesskontrolle sind die drei Grundpfeiler eines zuverlässigen overmoldeten Bauteils. Werden sie vor Werkzeugbeginn richtig festgelegt, lassen sich kostspielige Fehler später vermeiden.
Materialauswahl
-
Temperaturverträglichkeit: Die Formtemperatur des Substrats muss während des zweiten Einspritzzyklus stabil bleiben. Die Prozesskontrolle stellt sicher, dass für eine korrekte Haftung nur die Oberfläche erweicht.
-
Chemische Verträglichkeit: Innen- und Außenmaterial müssen chemisch verträglich sein, um eine zuverlässige Verbindung zu bilden. Nicht kompatible Materialien führen mit der Zeit zu Ablösung oder Delamination.
-
Verifizierungsprozess: Die Verträglichkeit wird durch Haftungstests oder Materialkompatibilitätsmatrizen geprüft, bevor die Materialauswahl final festgelegt wird, um Risiken zu verringern.
Haftungseigenschaften
-
Einflussfaktoren auf die Haftung: Starke Haftung erfordert eine hohe chemische Affinität, optimierte Oberflächenvorbereitung und gut abgestimmte Formbedingungen. Materialien mit ähnlicher Polarität haften wirksamer aneinander.
-
Risiken unzureichender Haftung: Eine falsche Materialauswahl oder unzureichende Oberflächenvorbereitung führt zu Ablösung, Delamination oder vollständigem Bauteilausfall — mit negativen Auswirkungen auf Optik und Funktion.
-
Verbesserungstechniken: Vorwärmen des Substrats, Primer-Einsatz und mechanische Merkmale wie Hinterschnitte oder strukturierte Oberflächen können die Verbundfestigkeit deutlich erhöhen.
Während der Designphase wird eine Kompatibilitätstabelle für chemische Bindung bei Overmolding-Materialien verwendet, um zu bestätigen, dass das gewählte Substrat und die Umspritzharze unter Produktionsbedingungen eine starke und dauerhafte Verbindung eingehen. Diese Kompatibilität sollte immer vor der Werkzeugfreigabe bestätigt werden.
Kompatibilitätsmatrix für chemische Bindung
Diese Matrix folgt nun der gleichen visuellen Logik mit blauem Kopf, Zebra-Zeilen und horizontal scrollbarer Tabelle wie die Referenzseite und behält zugleich eine fixierte erste Spalte für bessere Lesbarkeit über den gesamten Materialsatz bei.
| Material | ABS | ASA | CA | EVA | PA6 | PA66 | PBT | PC | PE | PET | PMMA | POM | PP | PPO mod. | PS | PSU | SAN | TPE | TPU | EPDM | NR/SBR | SBR | LSR |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ABS | Stark | Stark | Stark | Keine | Keine | Keine | Stark | Stark | Keine | Stark | Stark | Keine | Keine | Mittel | Mittel | Keine | Stark | Schwach | Mittel | Keine | Keine | Keine | Keine |
| ABS/PC | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Schwach | Mittel | Keine | Keine | Keine | Keine |
| ASA | Stark | Stark | Stark | Stark | Keine | Keine | Keine | Mittel | Keine | Keine | Mittel | Keine | Keine | Mittel | Mittel | Keine | Stark | Keine | Stark | Keine | Keine | Keine | Keine |
| CA | Stark | Stark | Stark | Schwach | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Mittel | Mittel | Keine | Stark | Keine | Stark | Keine | Keine | Keine | Keine |
| EVA | Keine | Stark | Schwach | Stark | Keine | Keine | Keine | Keine | Stark | Keine | Keine | Keine | Stark | Keine | Stark | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine |
| PA 6 | Keine | Keine | Keine | Keine | Stark | Stark | Keine | Keine | Schwach | Keine | Keine | Schwach | Keine | Keine | Keine | Keine | Keine | Schwach | Mittel | Schwach | Schwach | Schwach | Stark |
| GF PA6 | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Mittel | Mittel | Keine | Keine | Keine | Keine |
| PA 66 | Keine | Keine | Keine | Keine | Mittel | Stark | Stark | Mittel | Schwach | Keine | Keine | Schwach | Keine | Keine | Mittel | Keine | Keine | Schwach | Mittel | Schwach | Schwach | Schwach | Stark |
| GF PA66 | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Mittel | Mittel | Keine | Keine | Keine | Keine |
| PA 6.12 | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Stark | Keine | Keine | Keine |
| GF 6.12 | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Mittel | Mittel | Keine | Keine | Keine | Keine |
| PBT | Keine | Keine | Keine | Keine | Keine | Stark | Stark | Stark | Keine | Keine | Keine | Keine | Keine | Keine | Schwach | Keine | Keine | Mittel | Mittel | Stark | Schwach | Schwach | Stark |
| PC | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Schwach | Mittel | Stark | Stark | Mittel | Keine | Keine | Keine | Mittel |
| PC/PBT | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Stark | Mittel | Keine | Keine | Keine | Stark |
| PE | Mittel | Mittel | Mittel | Stark | Schwach | Schwach | Keine | Mittel | Mittel | Keine | Schwach | Schwach | Mittel | Keine | Mittel | Keine | Keine | Schwach | Schwach | Keine | Keine | Keine | Keine |
| PET | Stark | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Mittel | Keine | Mittel | Keine | Keine | Keine | Keine | Stark | Schwach | Schwach | Keine | Keine | Keine | Keine |
| PMMA | Mittel | Mittel | Keine | Keine | Keine | Keine | Keine | Keine | Schwach | Keine | Stark | Keine | Keine | Keine | Schwach | Keine | Mittel | Keine | Mittel | Keine | Keine | Keine | Keine |
| POM | Mittel | Mittel | Keine | Keine | Schwach | Schwach | Keine | Keine | Schwach | Mittel | Keine | Stark | Schwach | Keine | Mittel | Keine | Mittel | Schwach | Mittel | Keine | Keine | Keine | Keine |
| PPP | Mittel | Mittel | Mittel | Stark | Schwach | Schwach | Keine | Mittel | Mittel | Keine | Schwach | Schwach | Mittel | Schwach | Mittel | Keine | Mittel | Schwach | Schwach | Keine | Keine | Keine | Mittel |
| PPO mod. | Mittel | Mittel | Mittel | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Schwach | Stark | Stark | Keine | Stark | Schwach | Schwach | Keine | Keine | Keine | Keine |
| PPE mod. | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Stark | Stark | Stark | Keine |
| PS | Mittel | Mittel | Mittel | Stark | Mittel | Mittel | Keine | Mittel | Keine | Keine | Keine | Keine | Keine | Stark | Stark | Keine | Mittel | Schwach | Schwach | Keine | Keine | Keine | Keine |
| PSU | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Stark | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Stark | Keine | Keine | Keine | Keine | Keine | Keine | Keine |
| Rigid PVC | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Schwach | Stark | Keine | Keine | Keine | Keine |
| SAN | Stark | Stark | Stark | Keine | Keine | Keine | Stark | Stark | Keine | Keine | Keine | Mittel | Keine | Mittel | Mittel | Keine | Stark | Schwach | Stark | Keine | Keine | Keine | Keine |
| TPE | Keine | Keine | Keine | Keine | Keine | Keine | Mittel | Stark | Keine | Mittel | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine |
| TPU | Stark | Stark | Stark | Keine | Stark | Stark | Keine | Stark | Keine | Keine | Keine | Keine | Keine | Mittel | Mittel | Keine | Stark | Keine | Stark | Keine | Keine | Keine | Keine |
| EPDM | Keine | Keine | Keine | Keine | Keine | Keine | Stark | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Stark | Keine | Keine | Keine |
| NR | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Stark | Keine | Keine |
| SBR | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Stark | Keine |
| LSR | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Keine | Stark |
Integrierte Kompetenzen von Layana
Metallstanzen im eigenen Haus
Progressives Stanzen von Leadframes, Stromschienen und Anschlüssen, gemeinsam mit Kunststoffschnittstellen für optimale Integration ausgelegt.
Werkzeugbau im eigenen Haus
Durchgängige Werkzeugauslegung, Fertigung und Wartung — reibungsloser Übergang von weichen zu harten Werkzeugen für effiziente, skalierbare Produktion.
Automatisierung & Robotik-Handling
Inline-Automatikprüfung, Rückverfolgbarkeitssysteme und nahtlose Integration des Spritzgießens in Vormontage- oder Endmontagelinien.
Messtechnik & Qualitätssystem
CMM, 3D-Scanning, Haft-/Peel-Tests, Schutzart(IP)-, Dielektrik- sowie Drehmoment-/Zugprüfungen. Automotive-taugliche APQP/PPAP-Bereitschaft und SPC.
Overmolding vs. Insert Molding: die wichtigsten Unterschiede
Diese beiden Verfahren werden häufig gleichzeitig im selben Produkt eingesetzt — Insert Molding dient oft als erster Schuss bzw. Vormold innerhalb eines gesamten Overmolding-Prozesses. Das Verständnis der Unterschiede hilft OEMs bei der Wahl der optimalen Fertigungsstrategie.

| Merkmal | Insert-Molding | Umspritzen |
|---|---|---|
| Definition | Ein vorgeformtes Substrat — typischerweise Metall, Keramik oder ein anderes nichtplastisches Material — wird vor dem Kunststoffspritzguss präzise im Werkzeug positioniert. Der geschmolzene Kunststoff fließt um den Einsatz herum und bildet eine starke, dauerhafte Verbindung. | Ein Material, in der Regel ein Kunststoffharz, wird über ein anderes Material oder Bauteil geformt, um ein einziges integriertes Teil zu schaffen. Dies kann mit einem oder mehreren Harzschüssen erfolgen und gegebenenfalls eine In-Mold-Montage einschließen. |
| Positionierung der Komponenten | Vorgeformte Substrate (Einleger) werden vor dem Kunststoffspritzguss präzise in der Werkzeugkavität positioniert und gewährleisten vollständige Verkapselung sowie sichere Verbindung. | Beim ersten Schuss wird ein Kunststoffsubstrat geformt, in dem zusätzliche Komponenten präzise positioniert werden. Nachfolgende Schüsse kapseln dieses Substrat ein oder verbinden sich damit, um eine vollständige Multi-Material-Integration zu erreichen. |
| Prozessstufen | Ein Einzelschussprozess: Der Einleger wird in das Werkzeug eingelegt und im selben Zyklus durch den eingespritzten Kunststoff verkapselt. | Im Allgemeinen ein sequenzieller Prozess: Ein oder mehrere erste Schüsse erzeugen das Substrat (mit oder ohne vorpositionierte Einleger), gefolgt von einem oder mehreren Overmold-Schüssen. In manchen Fällen ist dies auch in einem einzigen Werkzeug mit mehreren Schüssen möglich. |
| Anwendungen | Ideal zur Integration funktionaler nichtplastischer Elemente wie Gewindeeinsätze, Steckverbinder oder Sensoren, um mechanische Festigkeit, elektrische Leitfähigkeit oder Haltbarkeit zu erhöhen. | Geeignet für multifunktionale Komponenten, bei denen die Materialintegration Schutz, Ästhetik oder Ergonomie verbessert oder Gewicht bzw. Montageaufwand reduziert. Dazu zählen overmoldete Griffe, Schutzgehäuse und integrierte Funktionsschichten. |
| Werkstoffe | Vorgefertigte Einleger aus Metall, Keramik oder anderen nichtplastischen Substraten, die vom eingespritzten Kunststoff sicher umschlossen werden müssen. | Vorwiegend Kunststoffharze, wobei das Substrat des ersten Schusses verschiedene Einleger oder Komponenten enthalten kann. Das Overmold-Material kann variieren, um Eigenschaften wie Haptik, Haltbarkeit oder visuelle Wirkung bereitzustellen. |
| Beispiele | Leistungsmodulgehäuse mit eingebetteten Metallanschlüssen, Sensorgehäuse mit integrierten Keramik- oder Metallelementen sowie Automotive-Komponenten mit eingebauten Gewindeeinsätzen. | Ergonomische Werkzeuggriffe mit overmoldeten Griffzonen, Schutzgehäuse für elektronische Geräte mit Stromschienen, Leadframes oder Steckverbindern sowie Konsumprodukte mit dekorativen oder funktionalen Overmold-Schichten. |
Im Allgemeinen werden diese beiden Verfahren oft gleichzeitig im selben Produkt eingesetzt. Häufig ist Insert Molding die Technik des ersten Schusses bzw. des Vormolds im gesamten Overmolding-Prozess. Ein Beispiel ist Besteck: Der Kunststoffgriff wird oft per Overmolding hergestellt, während das Metallteil zuvor in den Hauptkunststoffkörper eininsertiert wurde.