オーバーモールディング –
先進マルチマテリアル成形ソリューション
Layana は高度なオーバーモールディングを提供し、社内の精密金属プレスとプラスチック射出成形によって、複雑なインモールド部品を製造します。初期試作から量産まで、お客様の仕様に合わせた高性能なカスタムソリューションを提供します。

ナビゲーション セクションへ移動
Layana のハイブリッド製造優位性
Layana は 40 年以上にわたる製造経験をもとに、プレス、プレモールド、オーバーモールド、組立、後工程を一貫体制で統合し、より厳密な工程管理、短納期、そしてシンプルなサプライチェーンを実現します。
一貫生産体制
プレス → プレモールド → オーバーモールド → 組立/後工程 → 検査。取引先と工程受け渡しを減らし、 より厳密な工程管理。完全統合された製造体制により、無駄のない高効率で強固なサプライチェーンを実現します。
金属+樹脂の設計ノウハウ
プレス加工されたリードフレーム、バスバー、端子と樹脂インターフェースを同時設計し、構造強度、沿面・空間距離、ストレインリリーフ、シール性を一つの流れで実現します。
信頼性重視
自動車品質レベルの文書対応、PPAP/APQP 体制、測定から成形条件までのクローズドループ管理を備えています。IATF 16949、複数の ISO、Green Factory 認証にも対応しています。
スピードと管理の両立
迅速な治工具立上げと試作検証に加え、工程ウィンドウ管理、能力追跡、完全トレーサビリティにより、試作から量産までスムーズに移行できます。
Layana が製造したオーバーモールディング用途例
EV 電力システムから民生品まで、Layana は幅広い材料組み合わせによる複雑なオーバーモールド部品を、要求の厳しい業界へ提供してきました。

オーバーモールドコイル
ドリンクディスペンサー用部品。 TPU

EV 充電ポート
構造補強を備えた電気自動車用充電コネクタ。 強化ナイロン

カトラリーセット
食品用途に適した、エルゴノミックハンドル付きの消費者向け食器。 食品グレード ABS

トランスデューサ筐体
自動車用 LED 向けの可視インサート付き部品。 強化ナイロン

スマートドアロック筐体
高精度フィットを実現する民生電子機器用筐体。 TP 樹脂

パワーモジュール筐体
コネクタとピンを備えた電子筐体。 強化 PBT
Layana は EV パワーエレクトロニクス分野で、社内の順送プレスで成形した埋め込みバスバーを統合し、さらにオーバーモールドする技術を備えています。これにより軽量化、組立工程削減、モジュール組立、コスト低減を実現します。

要求の高い業界での実績
Layana は、マルチマテリアルの精密性、ゼロディフェクト性能、サプライチェーン効率が成功の鍵となる業界を支援しています。
Automotive & EV
コネクタ、パワーエレクトロニクス、バスバー、埋め込みリードフレーム組立に対応し、IATF 16949 に準拠します。
電子機器
端子インサート成形、リードフレーム封止、筐体、精密マルチマテリアル組立に対応します。
医療
材料信頼性、寸法精度、LSR 適合性が求められるゼロディフェクトの微細部品に適しています。
Industrial & Power
軽量化、耐環境性、コスト効率が重視される高サイクル用途の堅牢な部品に適しています。
オーバーモールディングとは何か
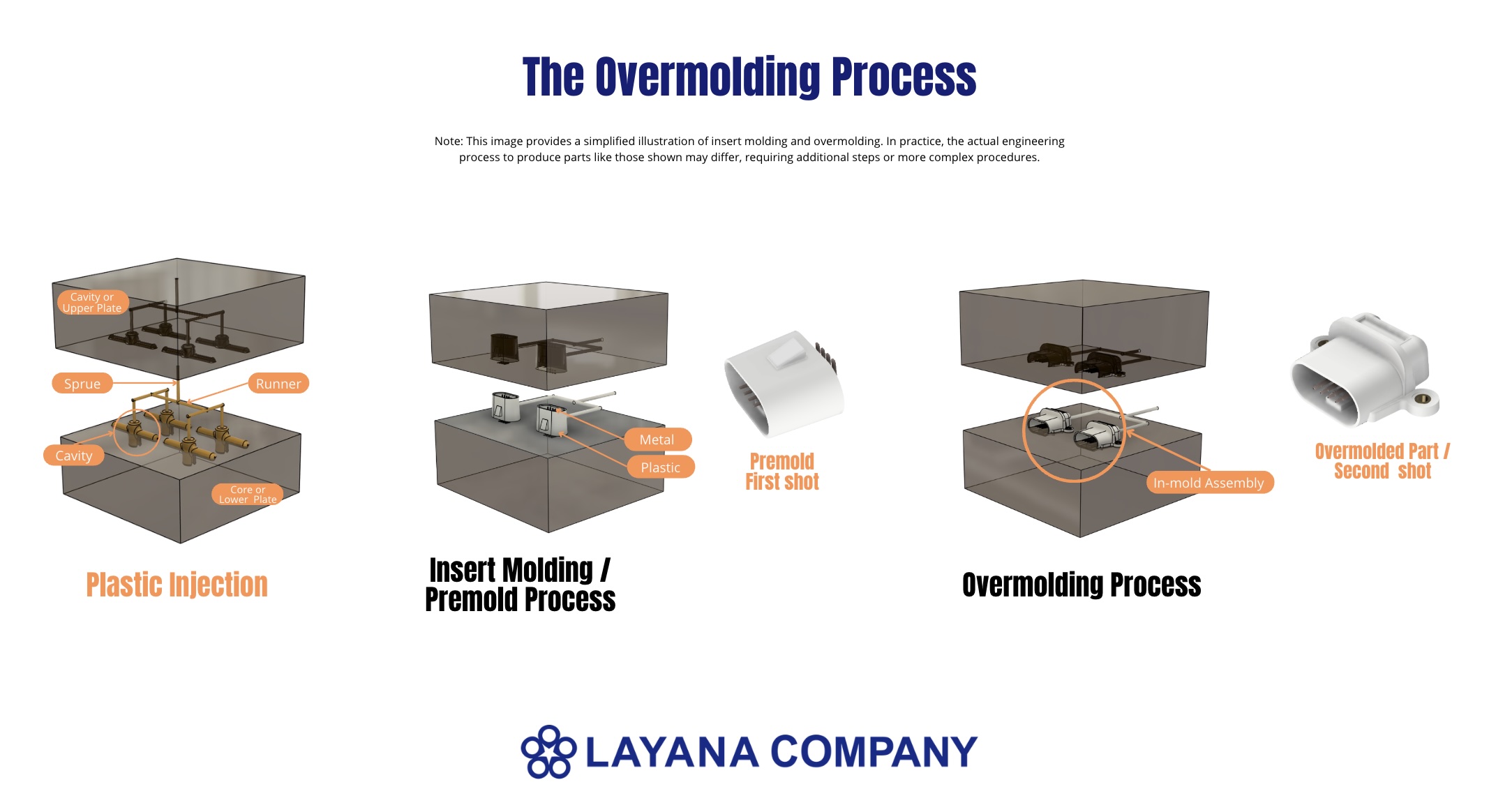
オーバーモールディングは、複数の樹脂材料を順次射出することで、二種類以上の材料を一つの多機能部品に統合する先進的な射出成形技術です。
この工程は通常、 プレモールド(基材) から始まり、樹脂で形成された基材に金属インサートやモールド内組立を配置できます。その後、 第2ショット で別の樹脂を基材の上または周囲に射出して封止します。二次材は一次材と異なる場合があり、追加機能を取り込むことで耐久性と機能性を高めます。
インサート成形 はオーバーモールディングの一種で、あらかじめ成形した金属や他の基材(インサート)を成形中に樹脂内へ埋め込み、材料間に強固な結合を形成します。
例えば端子一体型センサーの製造では、端子をまず順送プレスで成形し、その後多ショット射出により筐体を端子にオーバーモールドします。これにより、構造強度と電気的信頼性の両方が向上します。
TPE / TPU — 優れた弾性と柔軟性を持ち、ハンドル、ボタン、グリップ部に広く使用されます。
LSR(液状シリコーンゴム) — 高温や薬品に強く、自動車、電子機器、医療用途に使われます。
PC, ABS, PA / GF-PA, PBT, PPS — 耐衝撃性、電気特性、寸法安定性を兼ね備えたエンジニアリングプラスチックです。
PP, PC/ABS — 軽量で耐薬品性に優れ、筐体、包装、民生品に幅広く使われます。
対応材料
オーバーモールディングの工法種類
同一金型での2ショット成形から、プレモールド後にオーバーモールドを行う順次工程まで、Layana は幅広いマルチマテリアル成形技術に対応しています。
オーバーモールディングの利点
マルチマテリアル成形は、構造、機能、外観、コストの各面で独自の価値を提供し、要求の高い OEM 用途に最適な選択肢となります。
組立の簡素化とコスト低減
成形工程内で材料を統合することで、組立工程を減らし、人件費の削減、ミスの抑制、生産スピード向上を実現します。OEM 向けのモジュール組立にも適しています。
サプライチェーン簡素化
部品点数が少なくなることで、複数サプライヤへの依存を減らせます。Layana のバイマテリアル対応により、金属プレス、樹脂成形、組立を1社で完結できます。
意匠性向上と設計自由度
1つの部品に色、質感、材料を組み合わせることができます。追加組立なしで、エルゴノミック形状やソフトタッチ表面を実現できます。
人間工学性と使用体験の向上
オーバーモールディングにより、製品表面に柔らかく快適な質感を与え、工具や民生電子機器のグリップ性と使いやすさを高めます。
より強い接合力と耐久性
部品を樹脂内に封止することで一体構造となり、接着剤や締結部にありがちな弱点を避け、応力や過酷環境への耐性を高めます。
軽量化
複数の部品を1つの成形品に統合することで、追加の締結部品が不要となり、製品の軽量化につながります。自動車、EV、航空宇宙用途で特に有効です。
耐環境性と防水性
封止により、湿気、粉塵、薬品から重要部品を保護できます。オーバーモールディングは防水性を実現する上でもコスト効率の高い方法です。
電気絶縁とシールド性
絶縁性やシールド性を持つ材料を製品設計へ直接組み込めるため、電子機器や電力用途で特に重要です。
防振・防音
柔らかいオーバーモールド層がクッションとして働き、衝撃や振動を吸収します。自動車や民生電子機器で特に有効です。
精度と一貫性
成形工程は高い再現性を持ち、手作業組立と比べて部品位置の精度と製品品質の一貫性を確保できます。
小型化対応力
埋め込み部品を含む小型・高複雑部品の製造に優れ、民生電子機器や医療機器のコンパクトデバイスにとって重要です。
持続可能性と材料効率
材料ロスとエネルギー消費を抑えることで、持続可能性目標に貢献しながら、生産全体の材料利用効率を高めます。


成功するオーバーモールディングの重要ポイント
材料選定、接着特性、工程管理は、信頼性の高いオーバーモールド部品を成立させる3つの柱です。これらを金型着手前に適切に定めることで、後工程での高コストな不具合を防げます。
材料選定
-
温度適合性: 基材の成形温度は第2射出サイクル中も安定している必要があります。適切な接着のため、工程管理によって表面のみを適度に軟化させます。
-
化学的適合性: 内外材料は、信頼性の高い接合を得るために化学的に適合している必要があります。不適合な材料の組み合わせでは、時間経過とともに剥離や層間剥離が起こる可能性があります。
-
検証方法: 最終的な材料選定の前に、接着試験や材料適合表によって適合性を確認し、リスクを低減します。
接着特性
-
接着に影響する要因: 強い接着には、高い化学親和性、最適な表面処理、適切に調整された成形条件が必要です。極性の近い材料同士は、より効果的に接着します。
-
接着不良のリスク: 不適切な材料選定や不十分な表面処理は、剥離、層間剥離、あるいは部品全体の不具合につながり、外観品質と機能性能の両方に影響します。
-
改善手法: 基材の予熱、プライマー塗布、アンダーカットや表面テクスチャなどの機械的特徴を取り入れることで、接合強度を大きく向上させることができます。
設計段階では、オーバーモールディング材料の化学接着適合表を用いて、選定した基材とオーバーモールド樹脂が量産条件下で強固かつ耐久的な接合を形成できるかを確認します。金型着手前に必ず適合性を確認する必要があります。
化学接着適合マトリクス
このマトリクスは、参照ページと同じ青ヘッダー、ゼブラ行、横スクロール可能な表デザインに合わせつつ、全材料を読みやすくするために先頭列を固定表示しています。
| 材料 | ABS | ASA | CA | EVA | PA6 | PA66 | PBT | PC | PE | PET | PMMA | POM | PP | PPO mod. | PS | PSU | SAN | TPE | TPU | EPDM | NR/SBR | SBR | LSR |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ABS | 強い | 強い | 強い | なし | なし | なし | 強い | 強い | なし | 強い | 強い | なし | なし | 中程度 | 中程度 | なし | 強い | 弱い | 中程度 | なし | なし | なし | なし |
| ABS/PC | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | 弱い | 中程度 | なし | なし | なし | なし |
| ASA | 強い | 強い | 強い | 強い | なし | なし | なし | 中程度 | なし | なし | 中程度 | なし | なし | 中程度 | 中程度 | なし | 強い | なし | 強い | なし | なし | なし | なし |
| CA | 強い | 強い | 強い | 弱い | なし | なし | なし | なし | なし | なし | なし | なし | なし | 中程度 | 中程度 | なし | 強い | なし | 強い | なし | なし | なし | なし |
| EVA | なし | 強い | 弱い | 強い | なし | なし | なし | なし | 強い | なし | なし | なし | 強い | なし | 強い | なし | なし | なし | なし | なし | なし | なし | なし |
| PA 6 | なし | なし | なし | なし | 強い | 強い | なし | なし | 弱い | なし | なし | 弱い | なし | なし | なし | なし | なし | 弱い | 中程度 | 弱い | 弱い | 弱い | 強い |
| GF PA6 | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | 中程度 | 中程度 | なし | なし | なし | なし |
| PA 66 | なし | なし | なし | なし | 中程度 | 強い | 強い | 中程度 | 弱い | なし | なし | 弱い | なし | なし | 中程度 | なし | なし | 弱い | 中程度 | 弱い | 弱い | 弱い | 強い |
| GF PA66 | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | 中程度 | 中程度 | なし | なし | なし | なし |
| PA 6.12 | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | 強い | なし | なし | なし |
| GF 6.12 | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | 中程度 | 中程度 | なし | なし | なし | なし |
| PBT | なし | なし | なし | なし | なし | 強い | 強い | 強い | なし | なし | なし | なし | なし | なし | 弱い | なし | なし | 中程度 | 中程度 | 強い | 弱い | 弱い | 強い |
| PC | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | 弱い | 中程度 | 強い | 強い | 中程度 | なし | なし | なし | 中程度 |
| PC/PBT | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | 強い | 中程度 | なし | なし | なし | 強い |
| PE | 中程度 | 中程度 | 中程度 | 強い | 弱い | 弱い | なし | 中程度 | 中程度 | なし | 弱い | 弱い | 中程度 | なし | 中程度 | なし | なし | 弱い | 弱い | なし | なし | なし | なし |
| PET | 強い | なし | なし | なし | なし | なし | なし | なし | なし | 中程度 | なし | 中程度 | なし | なし | なし | なし | 強い | 弱い | 弱い | なし | なし | なし | なし |
| PMMA | 中程度 | 中程度 | なし | なし | なし | なし | なし | なし | 弱い | なし | 強い | なし | なし | なし | 弱い | なし | 中程度 | なし | 中程度 | なし | なし | なし | なし |
| POM | 中程度 | 中程度 | なし | なし | 弱い | 弱い | なし | なし | 弱い | 中程度 | なし | 強い | 弱い | なし | 中程度 | なし | 中程度 | 弱い | 中程度 | なし | なし | なし | なし |
| PPP | 中程度 | 中程度 | 中程度 | 強い | 弱い | 弱い | なし | 中程度 | 中程度 | なし | 弱い | 弱い | 中程度 | 弱い | 中程度 | なし | 中程度 | 弱い | 弱い | なし | なし | なし | 中程度 |
| PPO mod. | 中程度 | 中程度 | 中程度 | なし | なし | なし | なし | なし | なし | なし | なし | なし | 弱い | 強い | 強い | なし | 強い | 弱い | 弱い | なし | なし | なし | なし |
| PPE mod. | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | 強い | 強い | 強い | なし |
| PS | 中程度 | 中程度 | 中程度 | 強い | 中程度 | 中程度 | なし | 中程度 | なし | なし | なし | なし | なし | 強い | 強い | なし | 中程度 | 弱い | 弱い | なし | なし | なし | なし |
| PSU | なし | なし | なし | なし | なし | なし | なし | 強い | なし | なし | なし | なし | なし | なし | なし | 強い | なし | なし | なし | なし | なし | なし | なし |
| Rigid PVC | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | 弱い | 強い | なし | なし | なし | なし |
| SAN | 強い | 強い | 強い | なし | なし | なし | 強い | 強い | なし | なし | なし | 中程度 | なし | 中程度 | 中程度 | なし | 強い | 弱い | 強い | なし | なし | なし | なし |
| TPE | なし | なし | なし | なし | なし | なし | 中程度 | 強い | なし | 中程度 | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし |
| TPU | 強い | 強い | 強い | なし | 強い | 強い | なし | 強い | なし | なし | なし | なし | なし | 中程度 | 中程度 | なし | 強い | なし | 強い | なし | なし | なし | なし |
| EPDM | なし | なし | なし | なし | なし | なし | 強い | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | 強い | なし | なし | なし |
| NR | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | 強い | なし | なし |
| SBR | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | 強い | なし |
| LSR | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | なし | 強い |
Layana の統合対応力
社内金属プレス
リードフレーム、バスバー、端子を順送プレスで社内成形し、樹脂インターフェースと同時設計することで最適な統合を実現します。
社内金型製作
金型設計、製作、保守まで一貫対応し、ソフトツーリングから量産用ハードツーリングへの移行を円滑にし、効率的で拡張可能な生産を支えます。
自動化とロボットハンドリング
インライン自動検査、トレーサビリティシステム、そして射出成形工程のサブアセンブリまたは本組立ラインへのシームレスな統合に対応します。
測定能力と品質システム
CMM、3D スキャン、接着・剥離試験、IP、防耐電圧、トルク・引張試験に対応し、自動車品質レベルの APQP/PPAP 体制と SPC 管理を備えています。
オーバーモールディングとインサート成形の主な違い
これら2つの工法は、同一製品の中で同時に使われることが少なくありません。インサート成形は、オーバーモールディング全体工程の第1ショットやプレモールドとして機能することが多く、その違いを理解することは OEM が最適な製造戦略を選ぶ上で重要です。

| 項目 | インサート成形 | オーバーモールディング |
|---|---|---|
| 定義 | あらかじめ成形された基材(通常は金属、セラミック、またはその他の非樹脂材料)を樹脂射出前に金型へ正確に配置し、溶融樹脂がその周囲に流れ込むことで、強固で恒久的な接合を形成します。 | 一般的には樹脂材料を別の材料または部品の上に成形し、一体化された単一部品を作る工法です。1ショットまたは複数ショットで実現でき、モールド内組立を伴う場合もあります。 |
| 部品配置 | あらかじめ準備した基材(インサート)は、樹脂射出前に金型キャビティへ正確に配置され、完全な封止と確実な接合を可能にします。 | 第1ショットで樹脂基材を形成しつつ、必要な追加部品を正確に配置します。続くショットで基材を封止または接合し、完全なマルチマテリアル統合を実現します。 |
| 工程段階 | 単発成形プロセスであり、インサートを金型へ配置した後、1サイクル内で射出樹脂により封止されます。 | 一般的には順次工程であり、1回以上の第1ショットで基材を形成し、その後、1回以上のオーバーモールドショットが続きます。場合によっては1つの金型内で複数ショットにより実現することもあります。 |
| 用途 | 機械強度、電気接続性、耐久性を高めるために、ねじインサート、コネクタ、センサーなどの非樹脂機能部品を統合するのに適しています。 | 材料統合によって保護性、意匠性、エルゴノミクスを高めたり、軽量化や組立工程・コスト削減を実現したりする多機能部品に適しています。オーバーモールドグリップ、保護筐体、一体化された機能層などが含まれます。 |
| 材料 | 金属、セラミック、その他の非樹脂基材から作られた事前製作インサートで、射出樹脂によって確実に封止される必要があります。 | 主に樹脂材料を用いますが、第1ショットの基材にはさまざまなインサートや部品を組み込むこともできます。オーバーモールド材は、触感、耐久性、外観など必要な特性に応じて選定されます。 |
| 事例 | 埋め込み金属コネクタ付きパワーモジュール筐体、セラミックまたは金属要素を統合したセンサー筐体、ねじインサートを内蔵した自動車部品など。 | オーバーモールドグリップ付きの工具ハンドル、バスバー・リードフレーム・コネクタを組み込んだ電子機器保護筐体、装飾または機能オーバーモールド層を持つ民生品など。 |
一般に、これら2つの工法は同一製品内で同時に用いられることが多くあります。多くの場合、インサート成形はオーバーモールディング全体工程の第1ショットまたはプレモールド工程として使われます。例えばカトラリーでは、樹脂ハンドルはオーバーモールディングで作られ、金属部品は事前に本体樹脂へインサート成形されています。