Overmolding –
Advanced Multi-material Molding Solutions
Layana delivers advanced overmolding, producing highly complex in-mold components through precision in-house metal stamping and plastic injection molding. From initial prototyping to mass production, we deliver customized, high-performance solutions tailored to your precise specifications.

Navigation Jump to a Section
The Layana Hybrid Manufacturing Advantage
With over four decades of manufacturing experience, Layana integrates stamping, pre-molding, overmolding, assembly, and post-processing under one roof — delivering tighter process control, shorter lead times, and simplified supply chains.
Single-Roof Integration
Stamping → pre-mold → overmolding → assembly/post-processing → testing. Fewer vendors, fewer transfers, tighter process control. Our fully integrated manufacturing process ensures a streamlined, efficient, and robust supply chain.
Metal + Plastic Know-How
Co-design of stamped leadframes, busbars, and terminals with plastic interfaces to achieve structural strength, creepage/clearance, strain-relief, and sealing in one flow.
Reliability Focus
Automotive-grade documentation, PPAP/APQP readiness, and closed-loop feedback from metrology to molding parameters. IATF 16949, multiple-ISO, and Green Factory–certified.
Speed with Discipline
Fast tooling routes and pilot builds, backed by process windowing, capability tracking, and full traceability — from prototyping to mass production at scale.
Example of Overmolding Applications Manufactured by Layana
From EV power systems to consumer products, Layana has delivered complex overmolded parts across demanding industries with a wide range of material combinations.

Overmolded Coil
Soda fountain machine component. TPU

EV Charging Port
Electric vehicle charging connector with structural reinforcement. Reinforced Nylon

Cutlery Set
Food-safe consumer utensils with ergonomic handles. Food-grade ABS

Transducer Housing
Automotive LED application with visible inserts. Reinforced Nylon

Smart Door Lock Casing
Consumer electronics enclosure with precision fit. TP Plastic

Power Module Housing
Electronics housing with connectors and pins. Reinforced PBT
Layana's in-house EV power electronics expertise includes embedded busbars that we progressive-die stamp in-house, then integrate and overmold — delivering weight reduction, fewer assembly steps, modular assembly, and meaningful cost savings.

Proven Across Demanding Industries
Layana supports sectors where multi-material precision, zero-defect performance, and supply chain efficiency are critical to success.
Automotive & EV
Connectors, power electronics, busbars, and embedded leadframe assemblies with IATF 16949 compliance.
Electronics
Terminal insert molding, leadframe encapsulation, housings, and precision multi-material assemblies.
Medical
Zero-defect miniature components requiring material integrity, dimensional accuracy, and LSR compatibility.
Industrial & Power
Robust, high-cycle components where weight reduction, environmental resistance, and cost efficiency drive decisions.
What is the Overmolding Process?
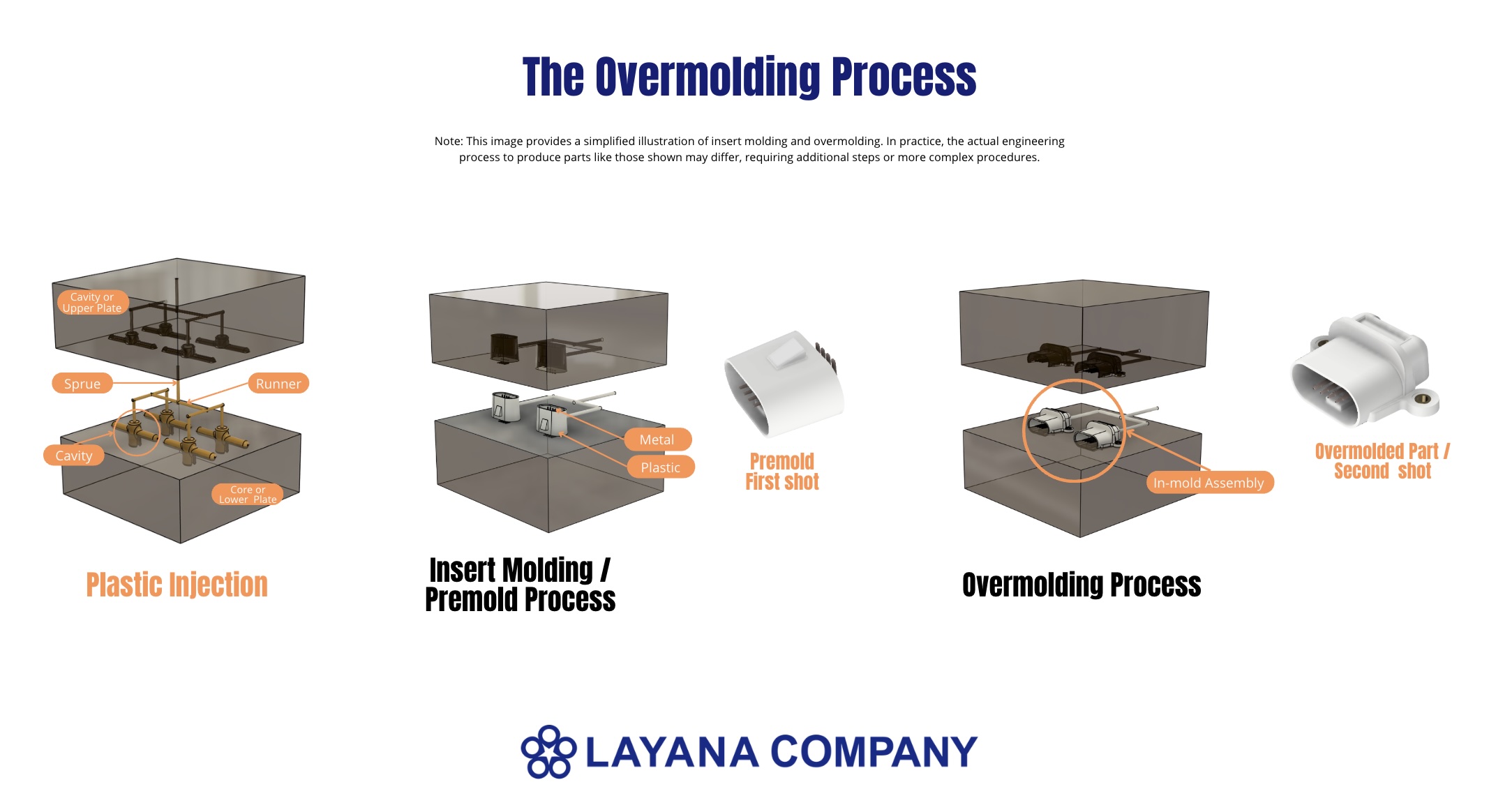
The overmolding process is an advanced plastic injection molding technique that integrates two or more materials into a single, multifunctional component through sequential injection of multiple plastic materials.
The process typically starts with a pre-mold (substrate) formed from a plastic resin, where metal inserts or in-mold assemblies can be positioned. A second shot introduces another plastic resin onto or around this substrate, encapsulating it. The secondary resin may differ from the initial material and can integrate additional features, ensuring durability and enhanced functionality.
Insert molding is a specialized form of overmolding in which a preformed metal or other substrate (the insert) is embedded within the plastic during the molding process, creating a strong bond between the materials.
For example, in producing sensors with integrated terminals, the terminals are first shaped through progressive metal stamping. The housing is then overmolded onto the terminals using multi-shot injection, creating a secure connection that improves both structural integrity and electrical reliability.
TPE / TPU — excellent elasticity and flexibility; widely used in handles, buttons, and grip features.
LSR (Liquid Silicone Rubber) — resistant to high temperatures and chemicals; used in automotive, electronics, and medical applications.
PC, ABS, PA / GF-PA, PBT, PPS — engineering plastics offering combinations of impact resistance, electrical performance, and dimensional stability.
PP, PC/ABS — lightweight, chemically resistant and versatile; used in housings, packaging, and consumer products.
Supported Materials
Types of Overmolding Processes
From two-shot same-mold cycles to sequential pre-mold + overmolding workflows, Layana supports the full range of multi-material molding technologies.
Overmolding Advantages
Multi-material molding delivers a unique combination of structural, functional, aesthetic, and economic benefits — making it the preferred solution for demanding OEM applications.
Streamlined Assembly & Cost Reduction
Integrating materials during molding cuts down on assembly steps, reducing labor costs, minimizing errors, and speeding up production. Enables modular OEM assembly.
Simplified Supply Chain
Fewer parts means reduced reliance on multiple suppliers. Layana's bi-material capacity eliminates separate metal stamping, plastic injection, and assembly vendors in a single partner.
Enhanced Aesthetics & Design Flexibility
Combination of colors, textures, and materials in a single part. Designers can create ergonomic shapes and soft-touch surfaces without additional assembly steps.
Improved Ergonomics & User Experience
Overmolding adds soft, comfortable surfaces to products, enhancing grip and usability in tools and consumer electronics with no extra assembly.
Stronger Bond & Durability
Encapsulating components within plastic creates a unified structure that avoids weak points typical of adhesives or fasteners — better withstanding stress and harsh conditions.
Weight Reduction
Combining multiple components into one molded piece eliminates extra fasteners, leading to lighter products. Especially beneficial for automotive, EV, and aerospace applications.
Environmental Resistance & Waterproofing
Encapsulation protects sensitive components from moisture, dust, and chemicals. Overmolding is also a cost-effective solution to make a component waterproof.
Electrical Insulation & Shielding
Materials with insulating or shielding properties are directly integrated into the product design — vital for electronics and power applications.
Vibration & Noise Damping
A soft overmolded layer acts as a cushion, absorbing shocks and vibrations. Especially valuable in automotive manufacturing and consumer electronics.
Precision & Consistency
Molding processes deliver high repeatability, ensuring accurate placement of components and consistent product quality compared to manual assembly.
Miniaturization Capabilities
Excels at producing small, intricate parts with embedded components — crucial for compact devices in consumer electronics and medical equipment.
Sustainability & Material Efficiency
By reducing material waste and energy consumption, these techniques support sustainability goals while optimizing material use throughout production.


Key Considerations for a Successful Overmolding Process
Material selection, adhesion properties, and process control are the three pillars of a reliable overmolded part. Getting these right before tooling begins eliminates costly failures downstream.
Material Selection
-
Temperature Compatibility: Substrate forming temperature must remain stable during the second injection cycle. Process control ensures only the surface softens for proper adhesion.
-
Chemical Compatibility: Inner and outer materials must be chemically compatible to form a reliable bond. Incompatible materials lead to peeling or delamination over time.
-
Verification Process: Compatibility is verified through adhesion testing or material compatibility charts before finalizing material selection to mitigate risk.
Adhesion Properties
-
Factors Influencing Adhesion: Strong adhesion requires high chemical affinity, optimized surface preparation, and well-tuned molding conditions. Materials with similar polarity adhere more effectively.
-
Risks of Poor Adhesion: Improper material selection or inadequate surface preparation results in peeling, delamination, or complete part failure — affecting aesthetic quality and functional performance.
-
Enhancement Techniques: Preheating the substrate, applying primers, and integrating mechanical features such as undercuts or textured surfaces can significantly improve bond strength.
A Chemical Bonding Compatibility Table for Overmolding Materials is used during the design phase to confirm that the chosen substrate and overmold resins (ABS, PA6, PBT, PC, TPE, TPU, LSR, and others) will form strong, durable bonds under production conditions. Always confirm compatibility before committing to tooling.
Chemical Bonding Compatibility Matrix
This matrix now follows the same blue-header, zebra-row, scrollable table language used throughout the reference page, while preserving a sticky first column for easier reading across the full material set.
| Material | ABS | ASA | CA | EVA | PA6 | PA66 | PBT | PC | PE | PET | PMMA | POM | PP | PPO mod. | PS | PSU | SAN | TPE | TPU | EPDM | NR/SBR | SBR | LSR |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ABS | Strong | Strong | Strong | None | None | None | Strong | Strong | None | Strong | Strong | None | None | Moderate | Moderate | None | Strong | Weak | Moderate | None | None | None | None |
| ABS/PC | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | Weak | Moderate | None | None | None | None |
| ASA | Strong | Strong | Strong | Strong | None | None | None | Moderate | None | None | Moderate | None | None | Moderate | Moderate | None | Strong | None | Strong | None | None | None | None |
| CA | Strong | Strong | Strong | Weak | None | None | None | None | None | None | None | None | None | Moderate | Moderate | None | Strong | None | Strong | None | None | None | None |
| EVA | None | Strong | Weak | Strong | None | None | None | None | Strong | None | None | None | Strong | None | Strong | None | None | None | None | None | None | None | None |
| PA 6 | None | None | None | None | Strong | Strong | None | None | Weak | None | None | Weak | None | None | None | None | None | Weak | Moderate | Weak | Weak | Weak | Strong |
| GF PA6 | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | Moderate | Moderate | None | None | None | None |
| PA 66 | None | None | None | None | Moderate | Strong | Strong | Moderate | Weak | None | None | Weak | None | None | Moderate | None | None | Weak | Moderate | Weak | Weak | Weak | Strong |
| GF PA66 | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | Moderate | Moderate | None | None | None | None |
| PA 6.12 | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | Strong | None | None | None |
| GF 6.12 | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | Moderate | Moderate | None | None | None | None |
| PBT | None | None | None | None | None | Strong | Strong | Strong | None | None | None | None | None | None | Weak | None | None | Moderate | Moderate | Strong | Weak | Weak | Strong |
| PC | None | None | None | None | None | None | None | None | None | None | None | None | None | None | Weak | Moderate | Strong | Strong | Moderate | None | None | None | Moderate |
| PC/PBT | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | Strong | Moderate | None | None | None | Strong |
| PE | Moderate | Moderate | Moderate | Strong | Weak | Weak | None | Moderate | Moderate | None | Weak | Weak | Moderate | None | Moderate | None | None | Weak | Weak | None | None | None | None |
| PET | Strong | None | None | None | None | None | None | None | None | Moderate | None | Moderate | None | None | None | None | Strong | Weak | Weak | None | None | None | None |
| PMMA | Moderate | Moderate | None | None | None | None | None | None | Weak | None | Strong | None | None | None | Weak | None | Moderate | None | Moderate | None | None | None | None |
| POM | Moderate | Moderate | None | None | Weak | Weak | None | None | Weak | Moderate | None | Strong | Weak | None | Moderate | None | Moderate | Weak | Moderate | None | None | None | None |
| PPP | Moderate | Moderate | Moderate | Strong | Weak | Weak | None | Moderate | Moderate | None | Weak | Weak | Moderate | Weak | Moderate | None | Moderate | Weak | Weak | None | None | None | Moderate |
| PPO mod. | Moderate | Moderate | Moderate | None | None | None | None | None | None | None | None | None | Weak | Strong | Strong | None | Strong | Weak | Weak | None | None | None | None |
| PPE mod. | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | Strong | Strong | Strong | None |
| PS | Moderate | Moderate | Moderate | Strong | Moderate | Moderate | None | Moderate | None | None | None | None | None | Strong | Strong | None | Moderate | Weak | Weak | None | None | None | None |
| PSU | None | None | None | None | None | None | None | Strong | None | None | None | None | None | None | None | Strong | None | None | None | None | None | None | None |
| Rigid PVC | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | Weak | Strong | None | None | None | None |
| SAN | Strong | Strong | Strong | None | None | None | Strong | Strong | None | None | None | Moderate | None | Moderate | Moderate | None | Strong | Weak | Strong | None | None | None | None |
| TPE | None | None | None | None | None | None | Moderate | Strong | None | Moderate | None | None | None | None | None | None | None | None | None | None | None | None | None |
| TPU | Strong | Strong | Strong | None | Strong | Strong | None | Strong | None | None | None | None | None | Moderate | Moderate | None | Strong | None | Strong | None | None | None | None |
| EPDM | None | None | None | None | None | None | Strong | None | None | None | None | None | None | None | None | None | None | None | None | Strong | None | None | None |
| NR | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | Strong | None | None |
| SBR | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | Strong | None |
| LSR | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | None | Strong |
Layana's Integrated Capabilities
In-House Metal Stamping
Progressive die stamping of leadframes, busbars, and terminals co-designed with plastic interfaces for optimal integration.
In-House Moldmaking
End-to-end mold design, fabrication, and maintenance — smooth transition from soft to hard tooling for efficient, scalable production.
Automation & Robotic Handling
In-line automated inspection, traceability systems, and seamless integration of injection molding into sub-assembly or full assembly lines.
Metrology & Quality System
CMM, 3D scanning, adhesion/peel, ingress (IP), dielectric, and torque/pull testing. Automotive-grade APQP/PPAP readiness and SPC.
Overmolding vs. Insert Molding: Key Differences
These two processes are often used simultaneously in the same product — insert molding commonly serves as the first-shot pre-mold within an overall overmolding process. Understanding their distinction helps OEMs select the optimal manufacturing strategy.

| Feature | Insert Molding | Overmolding |
|---|---|---|
| Definition | A preformed substrate — typically metal, ceramic, or other non-plastic material — is accurately positioned in the mold prior to plastic injection. The molten plastic flows around the insert to form a strong, permanent bond. | One material, typically a plastic resin, is molded over another material or component to create a single, integrated part. Can be achieved using one or multiple shots of resin, potentially incorporating in-mold assembly. |
| Component Positioning | Preformed substrates (inserts) are precisely located in the mold cavity before plastic injection, ensuring complete encapsulation and secure bonding. | During the first shot, a plastic substrate is formed with any additional components accurately positioned. Subsequent shots then encapsulate or bond with the substrate for full multi-material integration. |
| Process Stages | A single-shot process: the insert is placed in the mold and then encapsulated by the injected plastic in one cycle. | Generally a sequential process: one or more first shots create the substrate (with or without pre-positioned inserts), followed by one or more overmold shots. Can occasionally be done in a single mold with multiple shots. |
| Applications | Ideal for integrating functional non-plastic elements (threaded inserts, connectors, sensors) to enhance mechanical strength, electrical connectivity, or durability. | Suited for multifunctional components where material integration enhances protection, aesthetics, or ergonomics, or reduces weight or assembly steps/cost. Includes overmolded grips, protective housings, and integrated functional layers. |
| Materials | Pre-manufactured inserts from metal, ceramic, or other non-plastic substrates that must be securely encapsulated by the injected plastic. | Primarily plastic resins, though the first-shot substrate may incorporate various inserts or components. The overmold material can vary to provide desired properties such as tactile feel, durability, or visual appeal. |
| Examples | Power module housings with embedded metal connectors; sensor casings featuring integrated ceramic or metal elements; automotive components with built-in threaded inserts. | Ergonomic tool handles with overmolded grips; protective casings for electronic devices incorporating busbars, leadframes, or connectors; consumer products with decorative or functional overmold layers. |
In general, these two processes are often used simultaneously in the same product. Many times, insert molding is the technique used in the first shot or the pre-mold of the overall overmolding process. For example, in cutlery: the plastic handle is often manufactured with overmolding, while the metal part was previously insert molded into the main plastic body.