Inside the Precision Stamping Floor at Layana — Tight-Tolerance, Close-Pitch, Light-Gauge Components
Layana specializes in the stamping of tight-tolerance, close-pitch, high-precision and light-gauge metal components. This case study walks the floor — the in-house tool room, the press envelope, the in-die integrated operations, and the 16+ stamping services we run for automotive, medical, mobile and industrial-electronics customers.
Built for the Components Other Shops Quote Away
A lot of stampers can run easy parts. Layana was built for the hard ones — fine geometry, fragile gauge, tight pitch between features, and tolerances that only stay on target when the die, the press and the inspection are all owned in the same building.
All progressive stamping tools are designed, ground and tried out in-house. Top-of-the-line CAD packages drive the tool design; surface grinding, CNC machining, sinker EDM and wire EDM finish the die details. Where it makes sense, we collapse downstream operations into the press itself with in-die welding, in-die tapping and in-die riveting.
- In-house tooling exceeds customer requirements — design through tryout
- 35 – 300 ton presses matched to part family and cycle rate
- 0.002" to 0.180" stock — from light-gauge contacts to heavy busbars
- In-die welding, tapping & riveting collapse operations into one press cycle

Key Takeaways
- Layana is a precision stamper specializing in tight-tolerance, close-pitch, high-precision and light-gauge metal components.
- All progressive stamping tools are built in-house — CAD design, surface grinding, programmable CNC, sinker EDM and wire-cutting EDM under one roof — so dies exceed customer requirements.
- The shop spans 35 to 300 ton presses and a stock thickness envelope of 0.002" to 0.180" — light-gauge contacts to heavier structural parts.
- Common materials: Beryllium Copper, Phosphor Bronze, Stainless Steel, Copper and Cold Rolled Steel, plus Aluminum, Brass, Bronze, Mylar, Phenolic, Teflon and Titanium.
- Cost-down at the press: in-die welding, in-die tapping and in-die riveting collapse downstream operations into one stamping cycle for high-volume programs.
Navigation Jump to a Section
Four Pillars — Tight, Close, Precise, Light
Every part Layana quotes is judged against four discipline pillars. Together they define the work we are built to do — and the work other shops politely decline.
Tight Tolerance
Critical dimensions held inside narrow windows shift-after-shift, with in-house grinding and EDM keeping die wear in check and PPAP-grade documentation defending every spec.
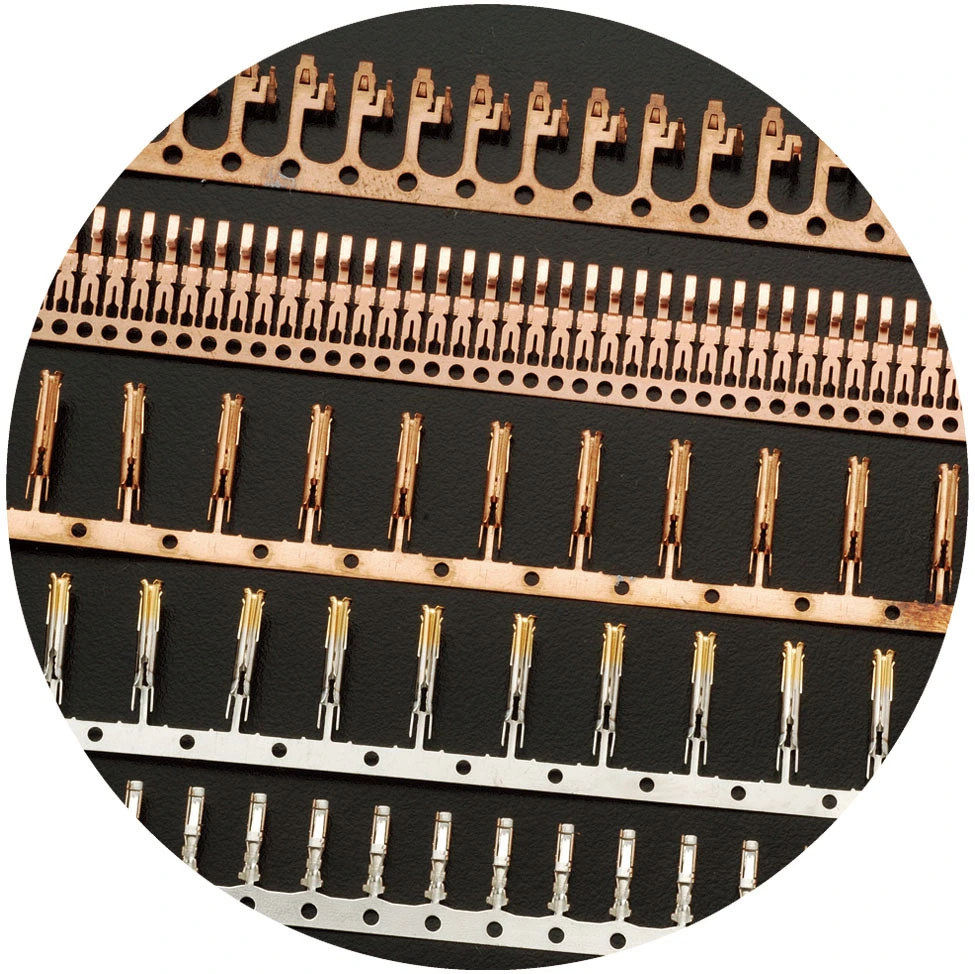
Close Pitch
Features sit shoulder-to-shoulder — connector pins, contact strips, header arrays. Die clearance discipline and progressive carrier design hold the pitch from punch to punch.
High Precision
Stable Cpk on the metrics that matter — flatness, hole position, burr, bend angle. Backed by SPC, MSA and PPAP under our IATF 16949 quality management system.
Light Gauge
From 0.002" stock upward — strip-feed alignment, burr control and bend-radius management tuned for material that other lines tear, wrinkle or mis-feed.
Every Progressive Die Built, Ground & Tried Under One Roof
The reason we can promise tooling that exceeds customer requirements is structural: the equipment that defines die quality lives next to the press, not at a vendor across town.
Top-Tier CAD
Industry-leading CAD packages for progressive die design, strip layout, simulation and tool documentation.
Surface Grinding
Precision surface grinders for die plates, punches and details — holding the tolerances dies depend on.
Programmable CNC
Multi-axis CNC machining centers for die plates, retainers, custom inserts and complex pockets.
Sinker EDM
Electrical discharge machining for cavity work and complex die geometries — where milling tools cannot reach.
Wire-Cutting EDM
Wire EDM cuts hardened die details with micron-level accuracy and a finish surface — ideal for fine-blanking-grade clearances.
Press & Gauge Envelope — Matched to the Part
Two ranges define what the floor can take on: tonnage and material thickness. The right combination is matched to each program at quote time, not improvised at production.
From 35 tons to 300 tons
Mid-tonnage presses for light-gauge progressive work; higher tonnage for deeper draws, heavier shields and structural stampings.
From 0.002" to 0.180"
Light-gauge for pin terminals, contacts and shields; heavier gauge for busbars, baseplates and structural automotive parts.
In-Die Integrated Operations
Where a program allows it, we collapse downstream operations into the stamping die itself — fewer hand-offs, less material handling, tighter assembly tolerance.
In-Die Welding
A welding station integrated inside the progressive die — joining parts as the strip advances rather than as a downstream cell. Lower part count in the BOM, tighter relative position between the welded features, and a meaningful cost reduction at volume.
In-Die Tapping
Threads cut at a station inside the die — no secondary tap operation, no fixturing, no transfer. The strip carrier holds position, the tap head produces the threads, and the part exits ready for the next station or pack-out.
In-Die Riveting
Studs, rivets or insert hardware placed and set as the strip moves through the die — no downstream rivet press, no operator handling. Especially useful for stamped brackets and shields that ship as sub-assemblies.
These in-die operations are not appropriate for every part. We evaluate them at DFM together with strip layout, tonnage and cycle rate — and recommend them only when the cost-down at volume is real and the tolerances tighten rather than loosen.
16+ Precision Stamping Services, Grouped by Specialty
Layana's stamping services cluster around four specialties: market-vertical programs, fed-strip pin work, connector and terminal families, and high-precision cycle modes.
The 11-Material Stamping Palette
Precision stamping starts with the right stock. The materials below are in regular rotation on Layana's floor — chosen part by part for conductivity, formability, strength, springback and corrosion resistance.
Aluminum
Light structural parts, heat-sink fins, enclosures.
Beryllium
Specialty stiffness-critical parts for high-end applications.
Brass
Connectors, terminals, decorative trim with good conductivity.
Bronze
Wear bushings, springs, and corrosion-resistant fittings.
Cold Rolled Steel
Structural brackets, shields, baseplates, mechanical parts.
Copper
Busbars, current-carrying contacts, thermal management parts.
Beryllium Copper
High-strength springs, fatigue-resistant connector contacts.
Phosphor Bronze
Spring contacts, terminal blades, connector strips with good fatigue life.
Stainless Steel
Medical, food-contact, corrosion-resistant and structural parts.
Titanium
High-strength low-weight specialty parts — medical, aerospace.
Mylar / Phenolic / Teflon
Stamped insulators, gaskets and barriers for electrical assemblies.
For electrical and connector work the most common alloys we stamp are Beryllium Copper, Phosphor Bronze, Stainless Steel, Copper and Cold Rolled Steel. For deeper-drawn structural parts and busbars, the gauge climbs and the alloy shifts to suit. Material selection is part of the DFM conversation — we will recommend the stock that matches your performance, regulatory and cost targets.
Industries We Stamp For
The shop's mix tilts toward four industries with high quality bars and demanding tolerance regimes.
Automotive
Structural brackets, terminals, contacts and EV power-electronic stamped parts.
Medical
Precision stainless and specialty-alloy parts for medical instrumentation and devices.
Mobile Devices
Frames, fine stamped contacts, shielding and hardware for handheld electronics.
Industrial & Electronics
Stamped and drawn EMI/RF shields plus connector and terminal hardware for enclosures.
A Precision Floor Is a System, Not a Press
Precision metal stamping is not a press tonnage on its own — it is a tightly coupled system of die design, tool-room equipment, press selection, material sourcing, in-die operations and inspection. Loosen any link and the part loses tolerance, even if the press is fine.
Layana owns the whole chain. That is what lets us take on the tight-tolerance, close-pitch, high-precision, light-gauge work other shops cannot economically run, and why our customers' connector, terminal, contact, shield and structural stampings hold their numbers shift after shift.
If you have a print that has been bouncing around quoting shops without a clean answer, send it. Our engineers will review the DFM, the strip layout, the in-die options and the cost-down on volume — and tell you what we can actually do.
"We integrate complementary processes — in-die welding, tapping and riveting — into the stamping operations to reduce cost in certain applications."
— Layana floor practice, in the customer's own wordsFrequently Asked Questions about Precision Stamping at Layana
Layana specializes in the stamping of tight-tolerance, close-pitch, high-precision and light-gauge metal components. The shop is built around in-house progressive tooling, presses ranging from 35 to 300 tons, and a stock gauge envelope from 0.002 to 0.180 inch. Common materials include Beryllium Copper, Phosphor Bronze, Stainless Steel, Copper and Cold Rolled Steel.
Layana operates precision stamping presses ranging from 35 tons to 300 tons. The supported stock thickness ranges from 0.002 inch (light gauge for pin terminals and shields) up to 0.180 inch (heavier structural parts and busbars). The press, gauge and tooling are matched to each part family — light-gauge, high-cycle progressive work on smaller tonnage, and heavier draws and structural parts on the larger 300-ton class.
All progressive stamping tools are designed, fabricated and tried out in-house. The tool room includes top-of-the-line CAD packages for die design, precision surface grinding, programmable CNC machining centers, sinker EDM and wire-cutting EDM. This integration lets Layana iterate dies quickly, control critical dimensions to tight tolerances, and protect customer IP.
These are secondary operations integrated directly into the progressive stamping die. In-die welding joins parts at a station inside the press; in-die tapping cuts threads as the strip advances; in-die riveting attaches studs or rivets without removing the part from the strip. Combining these with stamping eliminates downstream handling, reduces labor, shortens lead time and improves dimensional consistency — a meaningful cost-down on high-volume programs.
Layana's precision stamping services support automotive, medical, mobile devices, industrial and electronics customers. Part families include automotive components, medical metal parts, mobile-device frames and contacts, stamped and drawn shields for industrial and electronics enclosures, plus connector parts such as header pins, contact pins, terminals, sleeved terminals and bandolier-fed pin strips.
Stock materials in regular use include Aluminum, Beryllium, Brass, Bronze, Cold Rolled Steel, Copper, Mylar, Phenolic, Stainless Steel, Teflon and Titanium. For electrical and connector parts the most common are Beryllium Copper, Phosphor Bronze, Stainless Steel, Copper and Cold Rolled Steel — selected for the right balance of conductivity, formability, strength, springback and corrosion resistance for each application.